Лабораторная работа: Теорія і технологія розливки електросталі та спеціальних сплавів
· парафін – з температурою плавлення 50…55°С;
· нафталін – з температурою плавлення 72…75°С;
· стеарин - з температурою плавлення приблизно 50°С
Матеріали плавляться у спеціальному сосуді – водяній ванні (рис. 1.). У випадку використання нафталіну плавка виконується у витяжній шафі.
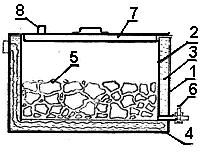
Рис.1. Двохстінний сосуд (водяна ванна) для розплавлення нафталіну та інших матеріалів для моделювання розливки сталі. Цифрами позначені:
1 –зовнішній металічний сосуд; 1 – внутрішній металічний сосуд (ванна), що підвішений на стінці зовнішнього сосуду; 3 - вода; 4 – електронагрівач для підігріву води (до 100°С); 5 – матеріал, що плавиться (нафталін); 6 – кран для випуску (зливу) розплавленого матеріалу в ківш; 7 – кришка з ручкою; 8 – труби для відведення парів води з сосуду.
3.1 Розливний ківш
Розливний ківш – для розливки розплавленого матеріалу по виливницям, що являє собою сосуд з двійними стінками, між якими є теплоізоляція та електрообмотка для підігрівання внутрішніх стінок з метою підтримки необхідної температури матеріалу, що розливається.
Розливка виконується крізь стакан в днищі ковша, отвір якого перекривається стопором за допомогою стопорного механізму. Для регулювання швидкості наповнення виливниць в залежності від варіанту опиту, мається набір легко змінюваних (з гвинтовою різьбою на наружній поверхні) алюмінієвих стаканчиків з різним діаметром каналу (2,5 та 8 мм).
Дозволяється розливка з ковша через носок.
3.2 Алюмінієві наскрізні виливниці круглого та поперечного перерізу
· Виливниця №1 – поширена униз (або уверх) наскрізна виливниця без прибуткової надставки, з однаковою товщиною стінок (6,5 мм) по всій висоті. Конусність виливниці 3,3% на сторону, висота якої 150 мм, внутрішній діаметр, відповідно, 52 та 62 мм, відношення висоти до середнього діаметру (Н/Dср ) дорівнює 2,6, ємність виливниці 0,4 літри (рис. 2.4 а);
· Виливниця №2 – поширена униз (або уверх) наскрізна виливниця без прибуткової надставки з однаковою товщиною стінки по всій висоті (5,5 мм). Внутрішній діаметр виливниці уверх 40 мм, униз 50 мм, відношення висоти до середнього діаметру (H/Dср ) дорівнює 33, ємність 0,24 літри. Висота і конусність виливниці така ж, як і у виливниці №1 (рис. 2.4 б);
· Виливниці №3 та №4 – розширені донизу наскрізні виливниці без прибуткових надставок, які мають різну товщину стінок по висоті: виливниця №3 стовщення стінок униз (рис. 2.4 в), виливниця №4 стовщення стінок уверх (рис. 2.4 г). Інші внутрішні розміри та обриси ті ж, що й у виливниці №1;
· Виливниці №5 та №6 – розширені наскрізні виливниці зі з’ємними прибутковими надставками та однаковою товщиною стінок по всій висоті (6,5 мм): виливниця №5 з прибутком, що не обігрівається (рис. 2.4 д), виливниця №6 з прибутком, що обігрівається (рис. 2.4 е). Висота виливниці без прибутку 120 мм, висота прибутку 30 мм, загальна висота 150 мм. Внутрішній діаметр: униз 52 мм, уверх 62 мм, відношення висоти виливниці (тіла злитку) до середнього діаметру (H/Dср ) дорівнює 2,1, конусність 4,1% на сторону. Ємність виливниці (тіла злитку) V1 =0,31 літри, ємність прибуткової надставки V2 =0,07 літри, загальна ємність виливниці з прибутком V=0,38 літра;
· Пластмасові піддони з алюмінієвими прокладками: двох та чотирьохмісні – для встановлення виливниць під розливку зверху (в одну лінію); двох та шестимісні (двох та чотирьох струмові) піддони з набором сифонного припасу (сифонна проводка, центрові) для розливки сифоном. Діаметр каналу в сифонній проводці 6-8 мм, в центровому літнику 75 мм;
· Ртутний термометр зі шкалою до 150°С для заміру температури матеріалу, що моделює сталь у ковші перед розливкою його по виливницям;
4. Методика і порядок виконання роботи
Вивчення впливу різних факторів технології розливки на величину, розташування усадкової раковини, рихлості та на розвиток зон кристалізації в злитку виконується на моделях злитків шляхом проведення окремих досліджень, в кожному з яких вивчається вплив якогось одного фактору. Для кожного такого опиту відливається два парафінових (або нафталінових) злитки з витримкою всіх параметрів розливки, крім того, що вивчається, постійними.
При проведенні даної лабораторної роботи вивчається вплив наступних факторів:
1. Форми виливниці (поширена униз та поширена уверх). В цьому опиті використовуються виливниці №1 (див. рис. 2.4 а) одна з яких ставиться розширенням униз, а інша розширенням уверх. Наповнення обох виливниці виконується доверху послідовно, одна за іншою, через стакан в ковші з діаметром отвору 5 мм.
2. Умов утеплення верхньої частини злитку (з обігрівом та без обігріву). В цьому опиті використовуються розширені уверх виливниці з обігрівом (виливниця №6) та без обігріву (виливниця №5) прибутковими надставками. Обігрів включається у кінці наповнення злитку. Наповнення обох виливниць виконується зверху послідовно, одна за іншою, через стакан в ковші з діаметром отвору 5 мм.
3. Відношення висоти виливниці (злитку) до середнього діаметру. В цьому опиті використовуються розширені уверх виливниці №1 (з відношенням H/Dср = 2,6) і №2 (з відношенням H/Dср = 3,3). Наповнення обох виливниць виконується зверху через стакан в ковші діаметром 5 мм послідовно одна за іншою.
4. Швидкості розливки (повільно та швидко). Відливка обох злитків виконується у виливниці №1, що встановлені розширенням униз. Обидва злитки наповнюються доверху. Швидке наповнення виливниці (3…5 секунд) виконується через стакан в ковші з діаметром отвору 8 мм, повільніше (60…80 секунд) – через стакан з діаметром отвору 2 мм. Крім того, для використання впливу на швидкість витоку величини напору в ковші, швидка заливка виливниці виконується при більш високому рівні рідини в ньому (тобто на початку розливки), повільна, навпаки, при більш низькому рівні (після відливки серії злитків для інших варіантів опиту).
5. Товщини стінок виливниці (з стовщенням униз та стовщенням уверх). В цьому опиті використовуються виливниці №3 (стовщення стінок униз) та №4 (стовщення стінок уверх), встановлені розширенням уверх (рис. 2.4 в, г). Наповнення обох виливниць виконується зверху послідовно одна за іншою через стакан в ковші з діаметром отвору 5 мм.
6. Способи розливки (сифоном та зверху). Відливка обох злитків виконується у виливниці №1, що встановлені розширенням уверх. При цьому одна виливниця заливається сифоном (через центровий літник), інша зверху. Спочатку виконується заливка виливниці сифонним способом (з реєстрацією часу наповнення), а потім з такою ж швидкістю наповнення виконується заливка іншої виливниці зверху, регулюючи швидкість наповнення гальмуванням струї стопором. Діаметр каналу стакану в ковші при розливці сифоном залежить від кількості виливниць, що одночасно заповнюються, і вказується керівником роботи.
7. Температури розливки з більшим та меншим перегрівом. Обидва злитки відливаються у виливниці №1, що встановлені розширенням униз. Наповнення обох виливниць виконується зверху через стакан у ковші діаметром каналу 5 мм. При цьому одна з виливниць заливається матеріалом, що перегрітий над температурою плавлення на 5-10°С, інша з перегрівом на 30-35°С (що для парафіну складає приблизно 60…65°С і 90…95°С). Для витримки однакової швидкості (часу) наповнення обох виливниць, швидкість витоку перегрітої рідини з ковша регулюються гальмуванням струї стопором (цей злиток повинен заливатися другим).
Примітка : додаткове підігрівання металу до більш високої температури виконується безпосередньо у ковші.