Лабораторная работа: Термическая обработка резца из быстрорежущей стали
Структуру стали после отпуска покажем на рисунке 5.

 Мартенсит
Мартенсит
 |
 |
Остаточный аустенит Карбиды
Рис. 5. Микроструктура стали Р6М5 (после отпуска)
Твёрдость быстрорежущей стали марки Р6М5 после термической обработки составляет 64 HRC. В структуре стали остаётся приблизительно 2% остаточного аустенита, который немного снижает твёрдость стали и вызывает внутренние напряжения за счёт того, что аустенит и мартенсит в пространстве занимают разные объёмы. Сталь марки Р6М5 обладает повышенной вязкостью.
В качестве дополнительной обработки мы выбрали низкотемпературный отпуск для снятия напряжений после шлифования и заточки без снижения твёрдости, а также повышения стойкости инструмента при резании. Режим дополнительного отпуска (рис. 6) режущего инструмента: нагрев до температуры 240-2600 С и выдержка в течении 1-4 часов.

Рис. 6. Низкотемпературный отпуск (дополнительная термическая обработка)
Оборудование
1. Оборудование для нагрева:
Колпаковая печь
Для отжига проволоки и ленты применяют газовые и электрические колпаковые печи, представляющие собой футерованный колпак, устанавливаемый на неподвижный под.
В газовых колпаковых печах газ сгорает в излучающих трубах, а в электрических печах применяют нагреватели из сплавов высокого сопротивления. В некоторых конструкциях печей колпаки применяют только для нагрева садки, а охлаждение производится без колпака. Колпак мостовым краном переносится на другой под для нагрева садки на втором поде.
В других конструкциях колпак только приподнимают, под с нагретой садкой отводят, а вместо него подкатывают другой под с садкой для нагрева. При использовании защитной атмосферы в колпаковых печах применяют муфель.
На рисунке 7 показана колпаковая электропечь. Колпак 1 цилиндрической формы футерован нормальным шамотным и диатомитовым кирпичом. На крючках 2 подвешены нагреватели из сплавов Х20Н80. Муфель 3 двойной газонепроницаемый сделан из листовой стали Х23Н18. В муфель вводится защитный газ, состоящий из 0,5 % СО2 , 2 % Н2 и остальное N2 . Расход газа 2,5 м3 /ч. Масса садки 25 т. Рабочая температура 9000 С. Мощность печи 380 кВт.

Рис. 7. Колпаковая печь
Четырехтигельная электродная печь-ванна
Четырехтигельная ванна для термической обработки быстрорежущей стали, показана на рисунке 8. В первом тигле производят подогрев до 6500 С, во втором до 8500 С, в третьем осуществляют окончательный нагрев до 1220 - 12900 С, а в четвертом тигле производят ступенчатую закалку.
В зависимости от температуры составы солей в тиглях различные: в первом смесь солей 50 % КСl и 50 % Na2 СО3 , во втором 30 % КСl и 70 % ВаС12 , втретьем 100% ВаС12 и в четвертом 33,3% КСI, 33,3% NаС1 и 33,3 % ВаС12 . Перед загрузкой в тигли соли NаСlи КС1 тщательно просушивают, а ВаС12 прокаливают при 600 - 7000 С.
Раскисляют ванны бурой или ферросилицием. Чем выше температура, тем чаще раскисляют ванну.
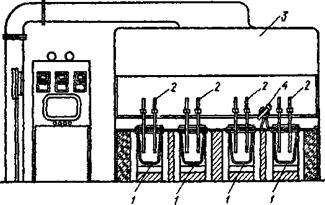
Рис. 8. Четырехтигельная электродная печь-ванна:
1- тигли, 2 - электродная группа, 3 - вытяжной зонт, 4 - пирометр
2. Оборудование для охлаждения:
Механизированный закалочный бак
Механизированный закалочный бак (рис. 9) состоит из корпуса 1, в котором установлен стол 2 с отверстиями в крышке. С помощью пневматического приспособления 3 стол может опускаться, подниматься и покачиваться. Перемешивание масла осуществляется мешалкой 4. Охлаждение поддонов производится следующим образом. Горячие поддоны с деталями поступают на стол, и стол с помощью пневматики погружается в 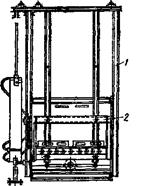 масло и покачивается. После охлаждения стол поднимается, и поддоны перемещаются на следующую операцию.
масло и покачивается. После охлаждения стол поднимается, и поддоны перемещаются на следующую операцию.
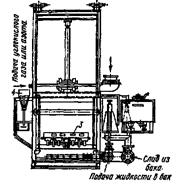 |
Рис. 9. Механизированный закалочный бак с опускающимся столом
3. Подъемно-транспортное оборудование
Однобалочный ручной мостовой кран
На рисунке 10 показана конструкция ручного однобалочного мостового крана. Однобалочные ручные мостовые краны имеют грузоподъемность до 5 т. при пролетах до 12 м.
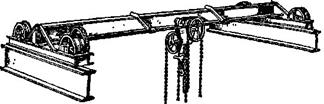
Рис. 10. Однобалочный ручной мостовой кран
4. Дополнительное оборудование
Травильная машина с подъёмным краном
Химическое травление осуществляется травильной машиной с подъемным краном (рис. 11). Плунжер с поршнем 1 соединен с четырьмя балками-хоботами 2, расположенными крестообразно. С помощью плунжера корзины 3 можно поднимать и опускать. При подъеме балки-хоботы могут быть повернуты на 900 .
Травильная машина имеет три бака 4, расположенных под концами балок-хоботов. В одном баке находится раствор кислоты, в другом - горячая вода, а в третьем - холодная вода. Под четвертым хоботом находится разгрузочно-погрузочная площадка.
Кислотные травильные баки делают из кислотоупорного бетона, деревянными с внутренней облицовкой из кислотоупорного кирпича, металлическими и т. д.
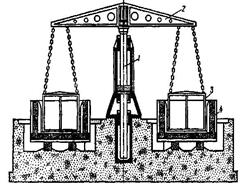
Рис. 11. Травильная машина с краном
Конвейерная моечная машина типа ММК
Конвейерная моечная машина типа ММК (рис. 12) состоит из водонепроницаемого кожуха 2, внутри которого движется конвейер 1 с отверстиями для стока раствора, бачка 7, фильтра 6 и насоса 5. После промывки раствор фильтруется и снова подается к брызгательным трубкам 3. Подогрев раствора осуществляется паром в змеевике или трубчатыми нагревателями. Конвейер приводится в движение от ведущего барабана 4. Производительность машины ММК от 160 до 640 кг/ч.
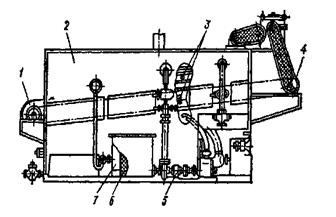
Рис. 12. Конвейерная моечная машина типа ММК