Отчет по практике: Электрический ток в жидких проводниках
Сначала мы подробно изучили процесс электролиза и сделали вывод, что электрический ток в растворах (или расплавах) электролитов представляет собой перемещение ионов обоих знаков в противоположных направлениях.
Далее была рассмотрена биография Луиджи Гальвани, его открытия, пробы и ошибки. Подробное изучение первого периода физики последнего столетия помогло нам понять, как много времени, средств и сил затрачено на это открытие, выяснение его природы. Толчком к открытию процесса электролиза стали исследования Луиджи Гальвани о животном электричестве, раскрытие истинной природы данного процесса принадлежит другому учёному – Алессандро Вольту. Он же нашёл применение на практике – создал вольтов столб.
От Вольтова столба мы перешли к изучению других гальванических элементов. Их оказалось огромное множество. Со временем они усложнялись, приобретали новые особенности. Каждый из них имел свои минусы и плюсы. Например, одни были удобны для переноски, другие служили источником тока на телеграфных станциях. Изучив этот материал, мы сделали следующие выводы. Достоинство гальванического элемента измеряется силой тока, им развиваемого, и продолжительностью его действия, а именно произведением первой величины на другую. Стоимость устройства и пользование батареей имеет большое значение в технических вопросах. Почти во всех лучших элементах употребляется цинк, который во время действия элемента окисляется и растворяется в количестве, эквивалентном количеству электричества, протекающему в это время по проводникам, т. е. силе тока. Сопротивления элементов, как зависящие от размеров пластинок, величины погруженной части их в жидкость, от качества глиняных банок в элементах, где таковые содержатся, представляют величины, имеющие определенное значение лишь в конкретных частных случаях. Электровозбудительные силы не зависят от размеров элементов, но зависят от крепости кислоты и степени насыщенности солей, в которые погружены одни и те же пластинки.
Создание гальванических элементов – долгий путь к современным батарейкам.
В последние десятилетия возрос объем производства щелочных аналогов элементов Лекланше, в том числе воздушно-цинковых. Так, например в Европе производство щелочных марганцево-цинковых элементов стало развиваться в 1980 г., а в 1983 г. оно достигло уже 15% общего выпуска.
Использование свободного электролита ограничивает возможности применения автономных и в основном используется в стационарных ХИТ. Поэтому многочисленные исследования направлены на создание так называемых сухих элементов, или элементов с загущенным электролитом, свободных от таких элементов, как ртуть и кадмий, которые представляют серьезную опасность для здоровья людей и окружающей среды.
Такая тенденция является следствием преимуществ щелочных ХИТ в сравнении с классическими солевыми элементами:
существенное повышение разрядных плотностей тока за счет применения пастированного анода;
повышение емкости ХИТ за счет возможности увеличения закладки активных масс;
создание воздушно-цинковых композиций (элементы типа 6F22) за счет большей активности существующих катодных материалов в реакции электровосстановления дикислорода в щелочном электролите.
Фирма Duracell – признанный лидер в мире по производству щелочных гальванических источников одноразового действия. История фирмы насчитывает более 40 лет. Сама фирма расположена в Соединенных Штатах Америки. В Европе ее заводы находятся в Бельгии. По мнению потребителей как у нас, так и за рубежом по популярности, продолжительности использования и соотношению цены и качества батарейки фирмы Duracell занимают ведущее место. Плотности разрядного тока в литиевых источниках не велики (по сравнению с другими ХИТ), порядка 1 мА/см2 . При гарантированном сроке хранения 10 лет и разряде малым током рационально использовать литиевые элементы Duracell в высокотехнологичных системах. Запатентованная в США технология EXRA-POWER с применением двуокиси титана (TiO2) и других технологических особенностей способствует повышению мощности и эффективности использования марганцево-цинковых ХИТ фирмы Duracell. Внутри стального корпуса щелочных элементов "Duracell" расположен цилиндрический графитовый коллектор, в котором находится пастообразный электролит в контакте с игольчатым катодом. Гарантированный срок хранения элементов 5 лет, и при этом - емкость элемента, указанная на упаковке, гарантируется в конце срока хранения.
Концерн Varta – один из мировых лидеров по производству ХИТ. 25 заводов концерна расположены в более чем 100 странах мира и выпускают более 1000 наименований аккумуляторов и батареек. Основные производственные мощности занимает Департамент стационарных промышленных аккумуляторов. Однако порядка 600 наименований гальванических элементов от батареек для часов до герметичных аккумуляторов производятся на заводах концерна Департаментом приборных батарей в США, Италии, Японии, Чехии и т.д., при гарантии неизменного качества вне зависимости от географического расположения завода. В фотографической камере первого человека, ступившего на Луну, были установлены батарейки концерна Varta. Они достаточно хорошо известны нашим потребителям и пользуются устойчивым спросом. Panasonic Corporation — крупная японская машиностроительная корпорация, один из крупнейших в мире производителей бытовой техники и электронных товаров. В 2007 году компания заняла 59-е место по объёму выручки в глобальном рейтинге компаний Fortune Global 500 http://ru.wikipedia.org/wiki/Panasonic - cite_note-0. До 1 октября 2008 года носила название Matsushita Electric Industrial Co., Ltd. (Panasonic была одной из торговых марок этой компании). Штаб-квартира — в городе Кадома префектуры Осака (Япония).
Диаграмма 1.

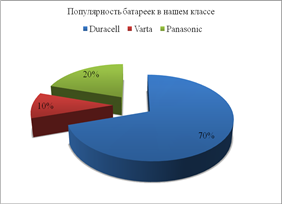
Диаграмма 2.
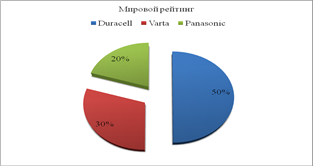
Диаграмма 3.
Важнейшее значение электролиз имеет при получении тяжелой воды Тяжёловодородная вода имеет ту же химическую формулу, что и обычная, но вместо атомов обычного лёгкого протия содержит два атома тяжёлого изотопа водорода – дейтерия. История её открытия и получения подробно раскрыта в приложении 5. Сначала тяжёлая вода была получена в малых количествах, затрачено много средств, в особенности объёмов воды, которые подвергаются электролизу. Далее процесс был усовершенствован. Тяжёлая вода нашла широкое применение. Важнейшим её свойством является то, что она практические не поглощает нейтроны, поэтому используется в ядерных реакторах для их торможения и в качестве теплоносителя. Также применяется в качестве изотопного индикатора в химии, биологии и гидрологии. В физике элементарных частиц тяжёлая вода используется для детектирования нейтрино; так, крупнейший детектор солнечных нейтрино SNO (Канада) содержит 1000 тонн тяжёлой воды.
Получение металлов также не обошлось без использования электролиза. Так, к примеру, получают алюминий из его расплава.
Более широкое применение данный процесс нашёл в гальваническом производстве. Гальваническое покрытие – это металлическая пленка толщиной от долей микрона до десятых долей миллиметра, наносимые на поверхность неметаллических изделий методом гальваники для придания им твердости, износостойкости, антикоррозийных, антифрикционных, декоративных свойств. Из самых распространённых процессов сюда относится меднение, никелирование, хроматирование и др. Существует так же и гальванопластика – осаждение толстого, массивного слоя металла на поверхности какого-либо предмета, форму которого хотят воспроизвести, скопировать.
Данные процессы широко распространены в наше время. Гальванические цеха есть на большинстве заводов. Один из таких заводов описан в приложении 8.
Некоторые механизмы гальванопластики и гальваностегии возможно осуществить и в домашних условиях. Это мы доказали, проведя некоторые опыты. (Приложение 9.) Конечным результатом работы стало создание инструкции по проведению таких опытов, которые вы можете попробовать сами.
Гальваностегия и гальванопластика
Урок гальванопластики
После анодирования алюминия естественно будет перейти к очередным электрохимическим опытам, благо под рукой есть и электролитическая ванна, и источник тока, и ключ с реостатом. В этих экспериментах мы будем извлекать металл из раствора и наносить его на поверхность. Этот процесс называют гальваностегией, а покрытия - гальваническими. Кстати, анодирование алюминия тоже относится к гальваностегии.
Сначала поучимся наносить на стальную поверхность медь. Меднение очень распространено в промышленности, и не только как самостоятельный процесс, но и (пожалуй, даже чаще) как подготовительная операция перед покрытием другими, более прочными и нарядными пленками: хромовыми, никелевыми, серебряными. Причина в том, что медь, правильно нанесенная, очень прочно держится на стали и выравнивает шероховатости и дефекты его поверхности, а другие металлы, в свою очередь, хорошо осаждаются на медной пленке.
Казалось бы, все просто: обработал стальную деталь раствором медного купороса, более активное железо вытеснило медь из раствора, и она осела на поверхность. Действительно, так и будет (можете проверить, опустив чистый гвоздь в раствор CuSO4 ). Но слой меди на поверхности очень рыхлый - его легко стереть даже тряпкой. А при электрохимической обработке медный слой получается ровным и прочным.
Вот очень простой способ меднения. С одного конца мягкого многожильного провода снимите изоляцию и растеребите тонкие медные проволочки, чтобы получилась "кисть". Для удобства работы привяжите ее к деревянной палочке или карандашу, а другой конец провода подсоедините к положительному полюсу батарейки для карманного фонаря. Электролит - концентрированный раствор медного купороса, желательно слегка подкисленный, - налейте в широкую склянку, в которую удобно будет макать "кисть". Подготовьте стальную пластинку или другой небольшой предмет, желательно с плоской поверхностью. Протрите его мелкой наждачной шкуркой и обезжирьте, прокипятив в растворе стиральной соды. Положите пластинку в ванночку или кювету и подсоедините ее проводом к отрицательному полюсу батарейки. Схема собрана, осталось только ввести электролит. Обмакните "кисть" в раствор медного купороса и проведите ею вдоль пластинки, стараясь не дотрагиваться до поверхности; работайте так, чтобы между пластинкой и кистью был всегда слой электролита. Проводки все время должны быть смочены раствором. На глазах пластинка будет покрываться красным слоем металлической меди. На обработку маленькой детали уйдут считанные минуты. Если же поверхность побольше, то потребуется не только дополнительное время, но и дополнительная батарейка; соедините ее с первой параллельно. Когда покрытие нанесено, высушите деталь на воздухе и матовый слой меди натрите до блеска шерстяной или суконной тряпкой. Кстати, этот опыт можно ставить и с алюминиевой, и с оцинкованной пластинкой. Такой процесс, при котором деталь не опускают в электролитическую ванну, а обрабатывают снаружи небольшими участками, добавляя все время электролит, порой используют и на практике, особенно в тех случаях, когда деталь настолько велика, что для нее не подберешь подходящей ванны. Например, когда надо подновить покрытие на обшивке океанского корабля. Впрочем, если детали невелики, их обычно все же погружают в ванну с электролитом - это быстрее и удобнее. Вот как это делают перед никелированием, ибо без предварительного меднения в этом случае не обойтись