Отчет по практике: Организация работы подготовительно-раскройного производства в Симферопольском филиале фабрики "Восход"
Раскройщик
2
5
Итого
5
На основе плана-графика работы подготовительного и раскройного производств осуществляется расчет карт раскроя, подача их в раскройные цехи, а также подача кроя в швейные цехи. В соответствии с этим графиком в подготовительном цехе одновременно с подготовкой карт раскроя составляется расчет потребности в фурнитуре, который одновременно с отправкой карты раскроя в раскройный цех направляется на склад фурнитуры для подготовки соответствующего комплекта фурнитуры.
Расчеты карт раскроя и расчеты на подготовку и комплектование фурнитуры из подготовительного цеха поступают в раскройный, а затем на склад фурнитуры в строгой последовательности и в сроки, предусмотренные планом-графиком. Готовый крой и фурнитура в комплекте в один и тот же день поступают на склад кроя.
Из отделочного цеха диспетчерской службе поступает составленная старшим мастером сводка о сдаче готовой продукции на склад за текущую смену и о ее остатках к началу и концу смены. В этой сводке также отмечаются причины задержки в цехе соответствующих изделий.
На основе указанных сводок о выполнении суточных заданий работники диспетчерской службы ежедневно делают соответствующие отметки в планах-графиках подготовки расчетов карт раскроя, раскроя, запуска в производство и пошива изделий, принимают необходимые меры, направленные на выполнение плановых заданий. Кроме того, используя данные сводки, работники диспетчерской службы в конце каждого рабочего дня составляют рапорт об итогах выполнения плановых заданий по выпуску изделий соответствующих моделей каждым из цехов за сутки и с начала месяца.
В настоящее время на предприятии применяются стационарные четырехшкивная машина РЛ6, трехшкивная машина РЛ4. Используется раскройная машина фирмы Pannonia (Венгрия) R1532.
Все вращающиеся части стационарных ленточных машин закрыты ограждениями, что предохраняет руки рабочего от повреждения. Открытой остается только рабочая ветвь лентыножа, которая осуществляет вырезание деталей. Ширина ножа 15 мм, что обеспечивает достаточно точное выкраивание деталей любой конфигурации. Подача частей настила и их перемещение на столе при раскрое производятся вручную.
Недостатки стационарных ленточных машин: ручное перемещение пачек деталей на столе машины; отклонение лентыножа на поворотах. Первое приводит к быстрой утомляемости рабочих, особенно при выкраивании крупногабаритных деталей. Кроме того, по субъективным причинам не всегда обеспечивается требуемое качество кроя; второе обусловливает некоторое отклонение линии реза от заданной на скругленных участках деталей и, следовательно, недостаточно точный крой.
В стационарной машине фирмы Pannonia (Венгрия) R1532 стол снабжается устройством для создания воздушной подушки. Перемещение пачек в этом случае происходит без особых усилий со стороны рабочего. Для лентыножа используется особо прочный состав, что позволяет кроить с высоким качеством, преимущества: бесшумность и отсутствие вибрации, достигается скорость резания 16 20 м/мин (по длине срезов).
Пути предупреждения дефектов кроя деталей
|
Возможные дефекты кроя |
Пути их предупреждения |
|
1 |
2 |
|
Усадка шерстяных тканей |
Декотирование ткани |
|
Отклонение срезов деталей кроя от срезов лекал больше нормы |
Зависит от качества настилания полотен, применяемого оборудования, квалификации рабочего, вида материала |
|
Разное направление ворса и начёса |
Соблюдение направления во всех полотнах |
|
Несовпадение линий крупного рисунка и клетки при соединении деталей |
Правильный подгон рисунка настила полотна при раскрое |
Документация раскройного цеха:
1 .Маршрутный лист. Составляется на основании карты расчёта материалов на пачку кроя размер/роста.
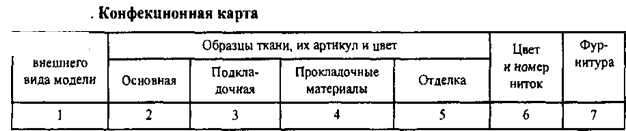
2 . Конфекционная карта. Конфекционирование это подбор основных материалов, подкладки, отделки и фурнитуры для каждой модели изделия. В карту входят: зарисовка модели; образцы основного материала, образцы подкладки, отделки и фурнитуры, соответствующие по цвету и качеству основному материалу.
 |
3 . Карта расчета. В карте расчета указывается необходимое количество полотен определенной длины, на которые без остатка (или с допустимым остатком) может быть разрезан кусок ткани. Сочетания размеров и ростов, включенные в карту расчета, и количество изделий по каждому из них определяются графиком раскроя. Способ укладывания полотен в настил устанавливается в карте раскроя.