Отчет по практике: Процесс производства труб из ПЭ методом экструзии 2
Для контроля параметров технологического процесса применены приборы, серийно выпускаемые отечественной промышленностью. Тип приборов подобран с учетом требований технических процессов и свойств контролируемых сред.
10.Правила приемки и контроль качества получаемой продукции
Трубы принимают партиями. Партией считается количество труб одного размера (одного номинального наружного диаметра и номинальной толщины стенки), изготовленных из одной марки или партии сырья на одной технологической линии и сопровождаемых одним документом о качестве.
Размер партии должен быть не более:
-15000 м - для труб диаметром 32 мм и менее;
-10000 м - для труб диаметром от 40 до 90 мм;
-5000 м - для труб диаметром от 110 до 160 мм;
-2000 м - для труб диаметром от 180 до 225 мм.
Контроль качества получаемой продукции на смене осуществляет сменный мастер. По окончании времени кондиционирования, конечный контроль качества производит технолог предприятия. Затем полученная продукция сдается на склад с заполнением сертификата качества.
Для контроля качества труб по показателям внешнего вида поверхности, относительного удлинения при разрыве, а также по размерам от партии отбирают не менее пяти проб в виде отрезков труб, а для контроля стойкости при постоянном внутреннем давлении при 20°С и 80°С, изменения длины труб после прогрева, стойкости к газовым составляющим, термической стабильности отбирают не менее трех проб. Отбор проб проводят равномерно в течение производства. В случае разногласий отбор проб от партии проводят методом случайной выборки.
В связи с отсутствием на предприятии лаборатории и оборудования для испытаний труб, контроль качества получаемой трубы осуществляется в сторонних лабораториях по договорам.
11.Транспортирование и хранение
Трубы не относят к категории опасных грузов в соответствии с ГОСТ 19433 и транспортируют любым видом транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта
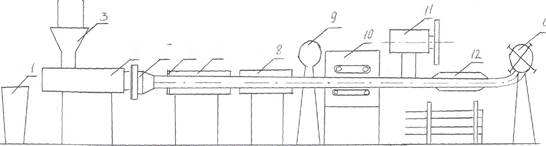
Рис.1. Схема экструзионной линии производства полиэтиленовых труб:
1- промежуточная емкость; 2- сушилка; 3-загрузочный бункер; 4- экструдер; 5 – экспрузионная головка; 6 – калибр; 7- вакуумная ванна охлаждения; 8- ванны охлаждения (2 шт); 9- устройство маркирующее, 12- приемное устройство; 13- намоточное устройство
Характеристика основного оборудования приведена в таблице 7
Таблица 7
|
Наименование оборудования | Обозначение документа | Назначение |
Краткая техническая характеристика | ||||
| 1 | 2 | 3 | 4 | ||||
|
1.Линия для производства труб ЛТ63х30-25/63- 2М в которую входят: |
Паспорт 5935-40 |
Для производства труб из гранулированного К-во Просмотров: 946
Бесплатно скачать Отчет по практике: Процесс производства труб из ПЭ методом экструзии 2
| |||||