Отчет по практике: Слесарные, механические, демонтажно-монтажные работы
Инструменты для рубки
Режущие инструменты. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило изготовляют длинной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20 мм. Рабочую часть зубила на длине 0,3...0,5 закаливают и отпускают. Степень закаливания зубила можно определить старым напильником, которым проводят по закалённой части.
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т.п. Для вырубания профильных канавок - полукруглых, двугранных и других - применяют специальные крейцмейсели, называемые канавочниками.
Канавочники изготовляют из стали У8А длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1,5; 2; 2,5 и 3 мм. Заточка инструмента на станке вручную. Заточка зубил и крейцмейселя производится на заточном станке. Перед заточкой инструмента подручник устанавливают как можно ближе к шлифовальному кругу. Зазор между подручником и заточным кругом должен быть не более 2...3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником. Проверка угла заточки инструмента. После заточки зубила или крейцмейселя с режущих кромок снимают заусеницы. Угол заострения проверяют шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35 градусов.
Слесарный молоток - это инструмент для работы с различными слесарными инструментами. Слесарные молотки с круглым бойком изготовляют из шести номеров: № 1 (200 г) применяют в разметке и правке; № 2 (400 г), № 3 (500 г) и № 4 (600 г) - для слесарных работ; № 5 (800 г) и № 6 (1000 г) применяют редко. Слесарные молотки с квадратным буйком изготовляют восьми номеров: № 1 (50 г), № 2 (100)
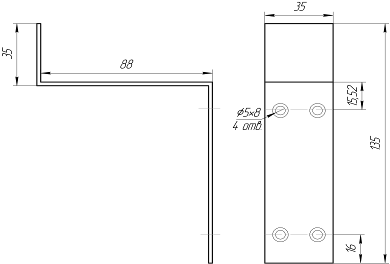
Приведите эскиз детали:
Какой применялся инструмент: Слесарный молоток, зубило.
Т.Б. На инструменте не должно быть дефектов (трещин или сколов) , молоток не должен быть смазан маслом.
5. Резка металла.
Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без неё.
Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52...58, отшлифованы и остро заточены.
Резка ручными ножницами
Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0,5...1мм и листов из цветных металлов толщиной до 1,5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями.
По расположению режущей кромки лезвия ножницы делятся на правые (скос на каждой части режущей половины находится с правой стороны); левыми - (скос на каждой части режущей половины находится с левой стороны). Длина ножниц равна 200, 250, 320, 360 и 400мм, а режущей части (от острых концов до шарнира) - соответственно 55...65, 70...82, 90...105, 100...120 и 110...130мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3мм. Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для резания больших партий листового металла их не применяют.
Ручные малогабаритные силовые ножницы служат, для резки листовой стали толщиной до 2,5мм и прутков диаметром до 8мм. Ножи ножниц - сменные и прикреплены к рычагам на потайных заклёпках. Эти ножи являются сменными и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Рычажные ножницы применяются для резания листовой стали, толщиной до 4мм, алюминия и латуни - 6мм. Верхний шарнирно закреплённый нож приводится в действие от рычага. Нижний нож неподвижный. Ножи изготавливают из стали У8 и закаливают до твёрдости HRCэ52...60. Углы заострения режущих граней равны 5...85 градусов. Перед работой проверяют наличие смазки на трущихся поверхностях, плавность хода рычага, отсутствие зазора между режущими кромками.
Маховые ножницы широко используются для резки листового металла толщиной 1,5...2,5мм с пределом прочности 450..500 МПа (сталь, дюралюминий и т. д.).Этими ножницами режут металл значительной длины.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000...32000мм, реже - полосовой прокат, а также листовые неметаллические материалы.
Резка ножовкой
Ручная ножовка (пила) инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов обрезки и вырезки заготовок по контуру и других работ.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обоих рёбрах. Полотна изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61...64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты, длина полотна для ручной пилы L=250...300мм, высота b=13 и 16мм, толщина h=0,65
h=0,65 и 0,8мм.
Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0...12 градусов; а задний угол зубьев равен 35...40 градусов; угол заострения равен 43...60 градусов.
Для резки более твёрдых материалов применяют полотна, у которых угол заострения зубьев больше, для резания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Разводка зубьев ножовочного полотна. При резке ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух - трёх зубьев. Во избежание заедания (заклинивания) ножовочного полотна в металле зубья разводят, чтобы ширина разреза, сделанного ножовкой, была много больше толщины полотна. Кроме того, это значительно облегчит работу. Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30мм от торца.
Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.