Реферат: Активный контроль размеров крупногабаритных деталей на станках с ЧПУ
За счет калибровки камеры определяется зависимость между видеоизображением и действительной метрической системе координат (UV). В результате создается линия из точек на плоскости

Зная позицию сканера относительно объекта, электроника определяет положение точек линии в трехмерной системе координат (XYZ). Собранные плоскости с точками образуют облако точек.

Опыт эксплуатации данного оборудования показывает высокую эффективность его применения в следующих областях:
· при проведении контрольно-измерительных работ;
· при проведении пуско-наладочных работ;
· обратный инжиниринг;
· быстрое создание прототипов;
· дизайн;
· мультипликация.
Современные средства контроля и измерений размеров изделий для машиностроения
НИИизмерения созданы и выпускаются универсальные приборы и инструменты с цифровым электронным отсчетом, уникальные средства контроля прецизионных зубчатых колес и передач, приборы активного контроля и подналадчики для всех видов финишного станочного оборудования, комплекс приборов для контроля ответственных деталей колесных пар железнодорожного транспорта, приборы для контроля резьб и параметров труб нефтяного сортамента, средства контроля деталей компрессоров, подшипников, ряд специализированных приборов для различных отраслей машиностроения.

Рис. 1
На базе различных измерительных систем разработана гамма современных цифровых универсальных приборов контроля геометрических параметров прецизионных деталей (индуктивные пробки для контроля диаметров, толщиномеры, глубиномеры, штангенрейсмасы). Разработана и поставляется портативная измерительная система с индуктивным преобразователем и автономным питанием, имеющая переключаемые диапазоны измерений от 0,04 до 4 мм и дискретность отсчета 0,01; 0,1 и 1 мкм. Не ее базе создана модифицированная измерительная система для прецизионного измерения линейных размеров и перемещений, которая может использоваться в средствах автоматизации технологических процессов, а также для контроля различных параметров деталей в труднодоступных условиях; система допускает эксплуатацию при температурах от -20 до +50 оС (рис.1).
Серьезное внимание НИИизмерения уделяет проблеме метрологического обеспечения производства ответственных резьбовых деталей, особенно сортамента нефтегазового комплекса. В рамках работ по этому направлению разработан комплекс индикаторных приборов для контроля параметров резьбы (шага, высоты и угла профиля, среднего диаметра и конусности резьбы), а также электронные цифровые приборы для контроля диаметров и прямолинейности отверстий труб, пригодные в том числе и для контроля труб погружных штанговых насосов. Созданы также электронные цифровые приборы для контроля конусности калибров-колец (ручной) и для контроля конусности и шага резьбы конических калибров-колец (стационарный). Допускаемая погрешность приборов не превышает нескольких микрон. Результаты контроля обрабатываются, запоминаются, выводятся на табло электронного блока и на печатающее устройство. Модули контролируемых зубчатых колес 7-12 мм, диаметры 126-1000 мм. Разработаны также две модификации цифровых нормалемеров, предназначенных для определения отклонения и колебания длины общей нормали цилиндрических зубчатых колес внешнего зацепления. Предел измерения длины общей нормали 0…120 или 50-320 мм.
В последние годы создано новое поколение приборов активного контроля, предназначенных для управления процессом обработки валов, отверстий и плоских поверхностей с непрерывной и прерывистой поверхностью на кругло- и внутришлифовальных станках-автоматах, полуавтоматах и станках с ЧПУ, отличающееся от ранее выпускавшихся существенно более высоким техническим уровнем (повышение в 1,5-2 раза быстродействия и точности, уменьшение в 2-3 раза габаритов, массы, энергопотребления, расширение технологических возможностей, использование единого для всей гаммы приборов активного контроля одной и той же модели малогабаритного электронного отсчетно-командного устройства на микропроцессорной базе). Гамма включает 7 основных моделей приборов с различными исполнениями и закрывает контроль деталей при всех видах шлифования, кроме бесцентрового. Диапазон размеров контролируемых валов и отверстий — 2,5…200 мм, дискретность цифрового отсчета — 0,1 — 1 мкм.
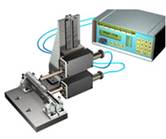
Рис. 2
Разработаны также подналадчики (рис.2) для круглошлифовальных бесцентровых, токарных, сверлильно-фрезерно-расточных станков с ЧПУ, обрабатывающих центров, гибких модулей и систем, унифицированные по механической и электронной части с приборами активного контроля.. Подналадчики обеспечивают контроль внутренних и наружных размеров при изготовлении деталей и выдачу в систему управления станками информации о необходимой подналадке оборудования.
Для контроля диаметра колес по кругу катания колес после их обточки на токарном станке создан специализированный прибор (рис.3), позволяющий контролировать колеса диаметром 800…1200 мм. В приборе используется угловой фотоэлектрический преобразователь. Результаты измерений обрабатываются, запоминаются и выводятся на табло электронного блока.

Рис. 3

Рис. 4
Электронный профилометр (рис. 4) портативный для измерения параметров шероховатости методом ощупывания плоских и цилиндрических (наружных и внутренних) поверхностей ответственных деталей. Измеряемые параметры — Ra/Rq/Rz/Rmax/Sm. Основная относительная погрешность измерения — не более 2,5%.
Заключение
Проведение измерений на станке пока вызывает много вопросов как у технологов, так и у метрологов. С одной стороны, станок должен использоваться для выпуска продукции, а не для непроизводительных измерений. Это веский довод, если не учитывать, сколько времени можно сэкономить, если обнаружить брак на ранней стадии. В данном случае PowerINSPECTOMV может выступить средством промежуточного контроля. При производстве сложных крупногабаритных деталей, когда цена ошибки очень высока, промежуточный контроль повышает вероятность достижения желаемого результата. С другой стороны, метрологи пока не хотят признать, что станок может быть средством измерения. Формально с этим тоже можно согласиться, хотя точность позиционирования современных станков с ЧПУ даже сегодня обеспечивает погрешность измерения, достаточную для контроля большинства размеров, особенно крупногабаритных изделий. Использование PowerINSPECTOMV в качестве средства контроля уже сейчас оправданно экономически и технически, и графика 4`2007
Таким образом, использование КИМ и лазерных сканеров для бесконтактного съема информации позволяет значительно сократить сроки, необходимые для проектирования новых и модернизации серийно выпускаемых изделий, достичь высокой точности проведения контрольно-измерительных работ, а также значительно сократить время и снизить затраты на проектирование и изготовление контрольных приспособлений