Реферат: Анализ и экономическая оценка сборочного производства
Министерство образования и науки Украины
Восточноукраинский национальный университет
им.Даля
РЕФЕРАТ
на тему: «Анализ и экономическая оценка сборочного производства»
Выполнил: студент группы УП-211 Зарубин Е.А.
Проверил: Хаустова А.В.
Луганск 2002г.
План
1. Сущность сборки
2. Понятие о сборочных единицах
3. Виды сборки: стационарная и подвижная
4. Сварка плавлением
5.Сварка давлением
6. Специальные методы сварки
7. Методы соединения сборочных элементов
1. Сущность сборки
Структура сборочного процесса до настоящего времени еще не определена в такой степени, как это сделано для процесса механической обработки. Сборку трудно выделить из общего процесса производства, так как за основу берут организационный принцип всей работы.
К технологии сборки относят работы, выполняемые производственными рабочими. Транспортные и другие работы, выполняемые вспомогательными рабочими в сборочном цехе, относят к технологическим элементам производственного процесса.
Технологический процесс сборки машин является составной частью производственного процесса, который последовательно соединяет детали в подгруппы, группы, а из них — готовое изделие, отвечающее техническим требованиям.
Как правило, машины собирают на том же заводе, который производит обработку всех деталей, за исключением крупных и громоздких машин — мощные турбины, подъемные краны и другие, которые собирают на месте у потребителя.
Каждая машина состоит из совокупности деталей и узлов, являющихся ее элементами. Детальюназывают первичный элемент машины, характеризующим признаком которого является отсутствие в ней каких-либо соединений.
Узлом принято называть такую составную часть машины, которую можно собрать из нескольких деталей, независимо от вида соединений (разъемных или неразъемных) в самостоятельный (обособленный) элемент машины.
Цель сборки — соединить отдельные детали в одно целое таким образом, чтобы они имели заданное взаимное расположение основных поверхностей, имеющих большое значение в работе машины.
Сборка машины или отдельного узла начинается с установки базовой детали на стенд или рабочее место. В качестве базовой детали берут деталь, поверхность которой в дальнейшем используется при установке машины на фундамент. К базовой детали в соответствии с планом сборки последовательно крепят остальные детали узлов, при разработке технологического процесса на сборку машин узлы машины целесообразно делить на группы и подгруппы. В группы включают узлы, непосредственно входящие в машину, а подгруппы — узлы, входящие в машину в составе 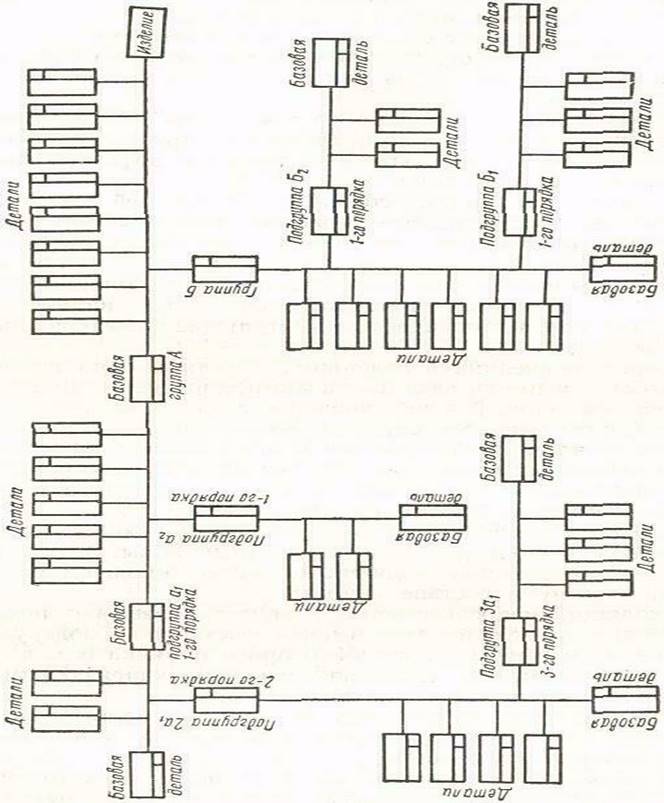 группы.
группы.
Узел, входящий непосредственно в группу, называют подгруппой первого порядка, а узел, входящий непосредственно в подгруппу первого порядка, называют подгруппой второго порядка и т. д.
Общей сборкой принято называть ту часть технологического процесса, в которой происходят фиксация и соединение групп и подгрупп, вводящих в собираемую машину.
Узловой сборкой называют ту часть технологического процесса, которая имеет возможность образовывать группы и подгруппы в узле изделия.
При составлении технологических схем на сборку изделий следует пользоваться индексацией (номерами), принятой при конструировании каждой детали и узла машины.
В технологический процесс сборки входят токопроводящие соединения отдельных конструктивных элементов и электромагнитных систем, относящихся к электрической схеме и монтажу, а также операции контроля работы отдельных узлов и машины в целом.
2. Понятие о сборочных единицах
Технологическая организация производства сборки узлов машин зависит от вида производства (единичного, серийного и массового).
При индивидуальном производстве сборки машин применяются универсальное оборудование и универсально-измерительный инструмент и требуется высокая квалификация рабочих. При таком производстве широко используются слесарно-пригоночные работы.
В индивидуальном производстве не разрабатывают детально технологического процесса, а составляют маршрутную технологическую карту с указанием последовательности операций и ориентировочно подсчитывают время по статистическим данным предыдущей сборки. Это можно объяснить тем, что детальный технологический процесс в опытном и индивидуальном производствах экономически не оправдывается.
Технологический процесс индивидуального производства отличается от серийного и массового производства тем, что он не расчленен на более мелкие и простые операции сборки, а также не имеет высокопроизводительной технологической оснастки (приспособлений и инструментов), так как она экономически не может быть оправдана.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--