Реферат: Анализ методов сокращения пригара на стальном литье
4. Вязкость пригарного соединения изменяется не более чем в 2 раза и оказывает подчиненное влияние.
5. Продолжительность пребывания поверхности металла отливки при температурах возможного взаимодействия с поверхностью формы зависит от толщины отливки, коэффициента затвердевания, от температуры заливки.
1.3. Химический пригар
Возникает в отливках из сплавов с высокой температурой плавления в результате сложных реакций междуметаллом отливки, его окислами и материалом формы. В отличие от механического пригара зерна песка в пригоревшем слое связываются главным образом продуктами химических реакций, протекающих при высоких температурах, преимущественно силикатами.
На поверхность раздела металл - форма окислы компонентов сплава поступают двумя путями: в небольшом количестве - в виде окислов, растворенных в расплаве и образующихся во время выплавки и заполнения формы, а главным образом вследствие окисления раскаленной затвердевающей поверхности отливки. Массивная отливка из стали дольше находится в раскаленном состоянии, и поэтому на ее поверхности образуется больше окислов.
Считают, что пригар не образуется в двух случаях: когда поверхность отливки не окислена или окислена очень сильно. На неокисленной поверхности металла пригар образоваться не может, так как во взаимодействие с кремнеземом формы вступают только окислы металла; взаимодействие неокисленного металла с кремнеземом маловероятно.
Например, в мелких быстроостывающих отливках, где на поверхности металла образуется слой окислов незначительной толщины, для предотвращения пригара достаточно применить огнеупорные припыл или тонкий слой краски, чтобы предотвратить непосредственный контакт окислов металла с кремнеземом формы. Гораздо труднее избежать пригара на отливках среднего развеса, где окислы на поверхности отливок образуются в больших количествах, чем на мелких, но все же недостаточных для получения слоя окислов оптимальной толщины, обеспечивающих получение легкоотделяемого пригара.
На толстостенных отливках, полученных в жидкостекольных формах без применения покрытий, образуется легкоотделяемый пригар, поскольку сталь легко окисляется и дает большое количество окислов в пригарной корке.
Образующаяся на поверхности отливок закись железа FeO имеет температуру плавления 1380° С, поэтому на поверхности даже закристаллизовавшейся стальной отливки она может находиться в жидком состоянии довольно долгое время. Окислы железа хорошо смачивают кварцевый песок и под действием капиллярного давления легко проникают в поры литейной формы, вступая в реакцию с кремнеземом:
2FeO + 2SiO![]()
![]() 2FeO
2FeO![]() SiO
SiO![]() .
.
В сплавах с высоким содержанием марганца образованию пригара способствует также аналогичная реакция между закисью марганца и кремнеземом
2MnO + 2SiO![]()
![]() 2MnO
2MnO![]() SiO
SiO![]() .
.
Образующиеся в результате этих реакций легкоплавкие силикаты фаялит (2FeO![]() SiO
SiO![]() ) и тефроит (2MnO
) и тефроит (2MnO![]() SiO
SiO![]() ) после затвердевания цементируют зерна песка в слои пригара.
) после затвердевания цементируют зерна песка в слои пригара.
Механизм образования
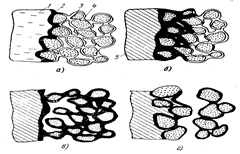 Образование химического пригара представляется следующим образом. После заливки формы поверхность отливки 1 покрывается слоем 2 окислов и силикатов железа (рис. 1, а: 3 - зерна кварца, 4 - пленка крепителя). Скорость окисления стали в первый момент после затвердевания отливки 5 (рис. 1, б) при наличии в порах формы большого количества свободного кислорода велика, образующийся окисный расплав накапливается в граничной поверхности, увеличивая относительную площадь контакта отливки и формы. Часть расплава проникает в глубь формы между зернами песка, образуя и связывая корку пригара с отливкой (см. рис. 1, б). В дальнейшем окисление поверхности отливки резко замедляется вследствие уменьшения окислительной способности газов в форме и снижения температуры металла, скорость образования нового окисного расплава на граничной поверхности становится меньше скорости его миграции в глубь формовочной смеси, и между отливкой и формой возникает зазор (см. рис. 1, в). При этом относительная площадь контакта металла с формой уменьшается.
Образование химического пригара представляется следующим образом. После заливки формы поверхность отливки 1 покрывается слоем 2 окислов и силикатов железа (рис. 1, а: 3 - зерна кварца, 4 - пленка крепителя). Скорость окисления стали в первый момент после затвердевания отливки 5 (рис. 1, б) при наличии в порах формы большого количества свободного кислорода велика, образующийся окисный расплав накапливается в граничной поверхности, увеличивая относительную площадь контакта отливки и формы. Часть расплава проникает в глубь формы между зернами песка, образуя и связывая корку пригара с отливкой (см. рис. 1, б). В дальнейшем окисление поверхности отливки резко замедляется вследствие уменьшения окислительной способности газов в форме и снижения температуры металла, скорость образования нового окисного расплава на граничной поверхности становится меньше скорости его миграции в глубь формовочной смеси, и между отливкой и формой возникает зазор (см. рис. 1, в). При этом относительная площадь контакта металла с формой уменьшается.
2. Влияние технологических факторов на пригар
2.1. Влияние огнеупорности
В настоящее время можно считать установленным ряд закономерностей, связанных с влиянием огнеупорности на пригар [2,3]:
1. Наибольший пригар обнаруживается при использовании смесей со средней огнеупорностью.
2. Пригар может уменьшиться при использовании смесей, как с большой, так и с малой огнеупорностью.
В качестве примеров можно привести снижение пригара при заливке стали (высокая температура заливки) в жидкостекольные формы.
Пригар увеличивался при повышении содержания полевых шпатов, до 20%, при дальнейшем повышении их содержания наблюдалось снижение пригара. Удавалось получать отливки с малым пригаром в смесях на основе ваграночного шлака.
Для оценки огнеупорности материалов, применяемых в литейном производстве, особое значение приобретает скорость появления тех свойств, которые характеризуют «огнеупорность», т. е. размягчение, плавление, спекание.
Отсюда ряд следствий:
1. Химический состав не может характеризовать огнеупорность, так как при неизменном валовом химическом составе может наблюдаться разное распределение элементов между зернами. Между тем процессы оплавления, размягчения и спекания начинаются с поверхности зерен. Поэтому эти процессы разовьются тем скорее, чем мельче зерна и чем равномернее они между собой перемешаны. По этой же причине огнеупорность силиката всегда ниже огнеупорности смеси разных зерен, но того же валового химического состава.
2. Еще меньшее значение может иметь огнеупорность отдельных составляющих смеси, так, например, от добавления огнеупорной глины в большом количестве смесь может оказаться менее «огнеупорной», чем при добавлении менее огнеупорной глины, но в меньшем количестве.
2.2. Влияние металлостатического давления на глубину проникновения пригарного слоя.
Согласно выведенной общей формуле глубина проникновения l пропорциональна корню квадратному из давления р . Но само давление зависит от высоты и удельного веса металла, капиллярного давленияи газового противодавления. Таким образом, нельзя считать глубину проникновения пригарного слоя пропорциональной только высоте слоя жидкого металла. При среднем расчетном удельном весе железоуглеродистых сплавов γ = 7 г/см3 высоте слоя 100 см соответствует давление 0,7 кГ/см²
Было установлено, что в зависимости от типа смеси, типа сплава и т. д. существует определенное критическое давление металла, при котором образуется пригар [2,3,9]. Ниже этого критического давления пригар практически незаметен, а выше - наблюдается отчетливо. Чем больше величина давления металла превышает критическую, тем интенсивнее образование механического пригара.
Таблица 1
Влияние давления металла на образование механического пригара (сталь 30Л) [9]
| давление в кГ/см² | Характеристика пригара | Смеси | |||
| Хромомагнезитовая с жидким стеклом | Хромомагнезитовая с сульфитной бардой |
Песчано- глинистая с жидким стеклом | Песчано-маршалитовая | ||
| 0,6 | Проникновение в мм | 0, 08 | 0, 10 | 0, 17 | 0, 08 |
| 1, 2 | Качественная оценка | Пригара нет | |||
| 1, 8 | Качественная оценка | Нет | Следы | Следы | Нет |
| 2, 5 | Проникновение в мм | 0,12 | 0, 18 | 0, 20 | 0,12 |
Таблица 2
Влияние давления металла на образование механического пригара (сталь 20ГСЛ) [9]
| давление в кГ/см² | Характеристика пригара | Смеси | |||
| Хромомагнезитовая с жидким стеклом | Хромомагнезитовая с сульфитной бардой | Песчано - глинистая с жидким стеклом | Песчано-маршалитовая | ||
| 0,6 | Проникновение в мм | 0, 13 | 0, 16 | 0, 27 | 0, 11 |
| 1, 2 | Качественная оценка | Нет | Незначительный пригар | Нет | |
| 1,8 | Качественная оценка | Нет | Незначительный пригар | Нет | |
| 2,5 | Проникновение в мм | 0,14 | 0, 32 | 0, 36 | 0,12 |
Таблица 3
Влияние давления металла на образование механического пригара (сталь 20Х1 3 НЛ )[9]
| смеси. | Смеси | Давление в кГ/см² | Величина критического давления в кГ/см2 | |||
| 0,6 | 1, 2 | 1, 8 | 2, 5 | |||
| 1 | Хромомагнезитовая с жидким стеклом и NaOH | 0, 10 | 0, 17 | 0, 17 | 0, 16 | >2, 5 |
| 2 | Хромомагнезитовая с сульфитной бардой | 0, 13 | 0, 21 | 0, 24 | 0, 57 | <0, б |
| 3 | Песчано-глинистая с жидким стеклом и NaOH | 0, 40 | 0, 79 | 0, 80 | 0, 82 | <0, 6 |
| 4 | Песчано-маршалитовая | 0, 09 | 0, 12 | 0, 20 | 0, 28 | 1, 5 |
| 5 | Хромистый железняк с жидким стеклом и NaOH | 0, 16 | - | - | 0, 19 | >2, 5 |
| 6 | Хромистый железняк (валунчатый) с сульфитной бардой | 0, 21 | - | - | 0, 60 | <0, 6 |
| 7 | Магнезит с жидким стеклом и NaOH | 0, 32 | - | - | 0, 47 | 0, 6 |
На образцах из углеродистой стали 30Л и малолегированной стали 20ГСЛ при использовании смесей I, II, III, IV резкой разницы в величине механического пригара при изменении давления металла в пределах 0,6 - 2,5 кГ/см² обнаружено не было.
Более тщательный анализ данных табл.2 и 3 показывает, что при прочих равных условиях наилучшие результаты были получены на песчано-маршалитовой смеси и хромомагнезитовой смеси с жидким стеклом. Надо учесть, что песчано-маршалитовая смесь содержала 45% маршалита и требовала длительной сушки. Хромомагнезитовая смесь с жидким стеклом высушивалась по режиму, в 6—9 раз более короткому.
Для отливок из углеродистой и малолегированной стали с целью предотвращения образования механического пригара при малых и средних величинах давления металла могут использоваться все четыре состава смеси. Предпочтение тому или иному составу смеси может быть отдано в зависимости от ряда технологических факторов (сырьевых ресурсов, длительности высушивания, легкости выбивания и т. д.).
При высоких давлениях металла (порядка 2, 5 кГ/см2 ) относительно лучшие результаты по чистоте поверхности отливок, а также по существенному сокращению цикла высушивания дают хромомагнезитовые смеси с жидким стеклом.