Реферат: Діагностування і технічне обслуговування газорозподільного механізму автомобіля ГАЗ-24 "Волга"
встановити й прикрутити болтами нижню частину картера зчеплення, поставивши під лівий задній болт провід маси;
очистити камери згоряння й газові канали головки циліндрів від нагару й відкладень, протерти й продути стисненим повітрям. Якщо необхідно, прочистити отвір у водорозподільній трубі, для чого її вийняти з головки циліндрів (Рис. 2.10,);
притерти клапани, використовуючи притирочную пасту, що складається з однієї частини мікропорошку М-20 (ДЕРЖСТАНДАРТ 3647 - 80) і двох частин оливи індустріального 20 (веретенного 3).
Перед початком притирання варто перевірити, чи немає жолоблень тарілок клапанів і прогоряння клапанів і седел. При наявності цих дефектів відновити герметичність клапана одним притиранням неможливо й треба спочатку прошліфувати сідла, а ушкоджені клапани замінити новими. Якщо зазор між клапаном і втулкою перевищує 0,25 мм, то герметичність також не може бути відновлена. У цьому випадку клапан і втулку варто замінити новими.
Клапани (у запасні частини) випускаються стандартного розміру, а напрямні втулки із внутрішнім діаметром, зменшеним на 0,3 мм (для розгортання їх під остаточний розмір після посадки в головку циліндрів). Ви пресування зношеної напрямної втулки виконується за допомогою оправлення (рис. 2.11.). Сідла клапанів видаляються фрезеруванням твердосплавним зенкером.

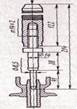
Рис. 2.11. Випресування напрямних втулок клапанів
Ремонтні сідла мають зовнішній діаметр на 0,25 мм більше, ніж стандартні, тому гнізда для сідел розточуються до розмірів: для сідла впускного клапана 47,25+0 '027 мм, для випускного 38,75+0 '027 мм. Сідла клапанів і напрямні втулки перед зборкою треба остудити у двоокисі вуглецю (сухому льоді), а головку циліндрів нагріти до температури 160 — 175 °С. Сідла й втулки при зборці повинні встановлюються в гнізда головки циліндрів вільно або з легким зусиллям. Після встановлення сідла матеріал головки циліндрів за допомогою оправлення діаметром 51 мм (для впускного клапана) і 41 мм (для випускного клапана), центрованій по отвору в сідлі (рис. 2.12.), завальцьовується навколо сідла.
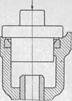
Рис. 2.12.Завальцювання сідел клапанів
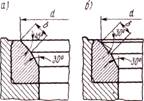
Рис. 2.13. Фаски седел клапанів: а – фаска нового седла; б – фаска відновленого седла
Запресування нової втулки впускного клапана виконується до упору в стопорне кільце, а випускного до виступання над головкою верхнього кінця втулки на 22 мм. Після запресування втулок розвернути їхні отвори до діаметра до 9+022 ,а фаски седел прошліфувати, центруючи по отвору у втулці. При шліфуванні варто забезпечити концентричність фаски на сідлі клапана з отвором у втулці в межах 0,03 мм загальних показань індикатора.
Фаски седел шліфують під кутом 45°. Зовнішній діаметр (рис. 90) фаски сідла для впускного клапана повинен бути рівним 46 мм, а у випускного 35 мм. Ширина фаски сідла впускного повинна бути клапана 1,8 — 2,3 мм, у випускного 2,3 — 2,5 мм. Ширина фаски забезпечується розшліфуванням отвору сідла під кутом 30° ( рис. 2.14,а). При шліфуванні зношених седел зовнішній діаметр фаски виходить більше зазначених розмірів. У цьому випадку зовнішній діаметр фаски доводять до необхідного шліфуванням торця сідла під кутом 30° (див. рис.2.14, б). Фаска по ширині повинна бути однаковою по всьому периметру.
Після шліфування седел і притирання клапанів всі газові канали в головці циліндрів очистити й продути стисненим повітрям, щоб не залишилося абразивного пилу. Стрижні клапанів перед збиранням змазують сумішшю, що складається із семи частин оливного колоїдно-графітового препарату й трьох частин авіаційної оливи МС-20;
на виточення втулок впускних клапанів напресувати оливовідбивні ковпачки за допомогою оправлення, що повинна направлятися по отвору у втулці. Перед напресуванням рекомендується змазати оливою зовнішню поверхню виточення втулки для поліпшення умов напресування ковпачка. На оливовідбивні ковпачки надіти підтискні пружини;
вставити клапани у втулки відповідно до зроблених міток і зібрати їх із пружинами. Переконатися, що сухарі щільно ввійшли в кільцеві канавки клапанів;
надягти на шпильки кріплення головки циліндрів прокладку, установити головку, попередньо знявши затискачі гільз циліндрів, і закріпити їхніми гайками із плоскими шайбами. Затягти гайки динамометричним ключем (момент затягування 7,3 - 7,8 кгс-м), дотримуючись порядку;
прочистити дротом і продути стисненим повітрям отвори в коромислах, в осях
коромисел і регулювальних гвинтах і канали в задній стійці осі коромисел й у головці циліндрів. Перевірити надійність посадки втулок коромисел. У випадку слабкої посадки під час роботи втулка може зміститися й перекрити оливний отвір. Такі втулки необхідно замінити;
виконати збирання осі коромисел. Перед постановкою кожного коромисла змазати його втулку оливою для двигуна. Коромисла й стійки збирають на осі в такому положенні, щоб зсув отворів під шпильки кріплення в осі й стійках був обернено до регулювальних гвинтів коромисел. Четверта (задня) стійка має на нижній площині паз для проходу оливи;
вставити штовхачі в гнізда відповідно до міток на них. Штовхачі й отвори в блоці циліндрів попередньо змазати оливою для двигуна;
вставити штанги в зборі з накінечниками в отвори в головці циліндрів;
установити вісь коромисел на шпильки й закріпити гайками із шайбами. Регулювальні гвинти своєю сферичною частиною повинні лягати на сферу верхнього накінечника штанги;
установити зазори між торцями стержнів клапанів і носиками коромисел середніх клапанів 0,35 - 0,40 мм, а крайніх клапанів (випускних першого й четвертого циліндрів) - 0,30 - 0,35 мм;
поставити прокладку й кришку коромисел і закріпити їхніми гвинтами із плоскими шайбами;
змазати й надіти на передню кришку коробки передач муфту вимикання зчеплення в зборі з підшипником;
поставити й закріпити коробку передач;
поставити вилку вимикання зчеплення;