Реферат: Электродуговые печи
Рабочее окно служит для загрузки печей малой емкости, а также для введения различных добавок и флюсующих материалов заправки подины и откосов и др. В печах емкостью 80 т и выше для ускорения этих операций устраивают дополнительно боковое окно Рабочее окно обычно имеет следующие размеры: ширина — 0,4—0,35 диаметра плавильного пространства, высота — 0,8 ширины окна. Окно обрамляется литой или сварной рамой прикрепляемой к кожуху печи. Вверху рамы устанавливают водоохлаждаемую коробку. Рабочее окно перекрывается пустотелой водоохлаждаемой заслонкой. Герметичность прилегания заслонки к арматуре окна обеспечивается наклоном (порядка 5—6° к вертикали) направляющих рамы, в которых движется заслонка Движение заслонки обеспечивается пневматическим или электрическим приводом.
Слитой желоб предназначен для выпуска металла в ковш. Выпускное отверстие — круглое (диаметром 120—150 мм) или прямоугольное (150X250 мм), устраивается с противоположной стороны рабочего окна. На время плавки оно заделывается сухим дробленым доломитом. К выпускному отверстию примыкает металлический желоб, футерованный шамотным кирпичом с огнеупорной обмазкой. Длина желоба всего 1—2 м, чтобы при выпуске не вызывать заметного охлаждения и излишнего окисления жидкого металла.
Уплотняющие кольца (экономайзеры) закрывают промежуток между отверстием в своде и электродом. Они предохраняют электроды от излишнего окисления и нагрева газами, выходящими из печи, обеспечивают герметичность зазора между электродом и сводом. Уплотняющее кольцо выполняется из стали или бронзы в виде полой цилиндрической водоохлаждаемой коробки, которая устанавливается на свод или утоплена в кладку свода. Довольно распространены кольца в виде змеевика из цельнотянутой трубы опускаемого в зазор.
Электрододержатели предназначены для подвода тока к электродам и удержания их на определенной высоте в печи. Электрододержатель состоит из головки, пружинно-пневматического зажима, рукава, телескопической стойки и жесткой части вторичного токоподвода.
Головки электрододержателей изготавливают из стали, бронзы тили латуни и делают водоохлаждаемыми.
Наиболее распространены пружинно-пневматические электрододержатели (рис. 110),которыми оборудованы и печи ДСП-80. Бронзовая контактная головка 1 прижимается к электроду 2 при помощи внешнего хомута 3. Зажим электрода производится пружинным механизмом, состоящим из пружины 4, рычагов 5 и плеч 6.
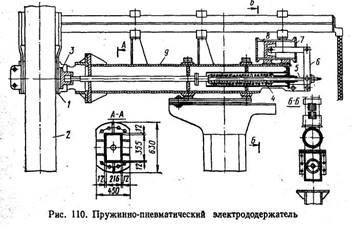
Отжим осуществляется пневматическим цилиндром 7 с поршнем 8. Перепуск электрода производится дистанционно, с поста управления. Головка электрододержателя крепится к рукаву (консоли), представляющему собой сварную прямоугольную коробчатую балку 9. Рукав прикрепляется к каретке или подвижной стойке, с которой образует Г-образную конструкцию, перемещающуюся в вертикальном направлении внутри неподвижной стойки.
Перемещение электродов осуществляется электрическим или гидравлическим приводом. Печь ДСП-80 оснащена электрическим приводом. Подъем каждого из трех электродов производится рейкой с приводом от электродвигателя, через двухступенчатый червячный редуктор. Опускание электродов происходит под действием веса несбалансированной части подвижных масс электрододержателя и самого электрода, при отсутствии электрода — принудительно при помощи рейки. Ход электродов 3600 мм. Скорость перемещения: при подъеме 1,8—2,5 м/мин, при спуске 1,0—1,5 м/мин. Управление перемещением электродов — автоматическое.
Механизм наклона обеспечивает наклон печи в сторону выпуска (сливного желоба) на угол 40—45° и на угол 10—15° в сторону рабочего окна для скачивания шлака.
Печи средней и большой емкости, в том числе печь ДСП-80, оборудованы механизмом наклона, в котором опорные сектора люльки перекатываются по горизонтальной станине (см. рис. 109). Наклон печи ДСП-80 производится двумя зубчатыми рейками, прикрепленными к секторам люльки, приводимыми в движение двумя электромоторами через редукторы и направляющие коробки.
Механизм наклона обязательно оборудуется ограничителями хода в обе стороны.
§ 3. Форма и размеры плавильного пространства электродуговой печи
Внутреннее очертание футеровки ванны печи, стен и свода образует плавильное пространство печи (рис. 111). Оптимальной формой ванны, в которой находятся металл и шлак, является сфероконическая.
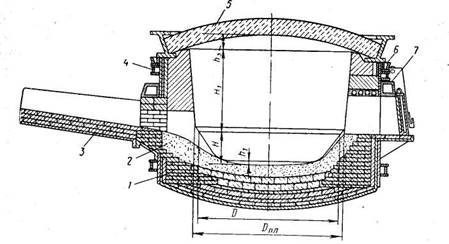
Рис. 111. Футеровка 80-т электропечи:
/ — магнезитовая кладка пода; 2 — магнезитовая набойка пода; 3 — шамотная футеровка желоба; 4 — магнезитовый блок; 5 — динасовый свод; 6 — песочный затвор; 7 — аркарабочего окна
Коническая часть имеет уклон 45°, что облегчает заправку печи и позволяет поддерживать необходимую форму ванны в процессе работы печи.
Глубина ванны Н у больших печей равна 700—1300 мм. Высота сферической части H1 обычно составляет 1/5 общей глубины, т. е. Н1Н1 = 5. Между глубиной ванны и ее диаметром Р должно быть определенное соотношение, обеспечивающее легкое опорожнение печи при ее наклоне на угол 40—45°, а также достаточную поверхность соприкосновения между металлом и шлаком, от которой в значительной мере зависит скорость протекания ряда реакций. Соотношение Н/Dдолжно быть равно 5. На уровне зеркала ванны устраивается порог рабочего окна. Чтобы предохранить стык между футеровкой стен и откосами ванны от излишнего воздействия шлака, откосы поднимают выше зеркала ванны (уровня порога окна) на 100—200 мм. При этом на уровне стыка откосов со стенками образуется линия, имеющая форму окружности с диаметром Рп .п , называемым диаметром плавильного пространства. Учитывая, что откосы имеют угол 45°, получаем Бп п = D+ + 2 (100:200) мм.
Высота плавильного пространства Н1 равная расстоянию от порога рабочего окна до пят свода, у печей большой емкости связана с диаметром ванны следующим соотношением: Н1 /D = = 0,42:0,44. Увеличение высоты кожуха дает возможность повысить в шихте долю более дешевого легковесного лома, тем самым уменьшить количество дополнительных подвалок шихты, т.е. повысить производительность печи и снизить себестоимость стали. Наклон футеровки стен обычно делают примерно 100 мм на 1 м высоты; отсюда диаметр плавильного пространства на уровне пят свода (верхней кромки кожуха) Вх = Dп . п + 2 100H1 .
Высота подъема свода Н3 зависит от материала огнеупорной кладки и находится в следующем соотношении с диаметром плавильного пространства: Н3 /Dп ,п = 1/8—1/9.
§ 4. Футеровка основной электродуговой печи
Футеровка электродуговых печей выполняется из основных или кислых огнеупорных материалов. Наиболее распространены печи с основной футеровкой, в них выплавляется сталь для слитков, в печах с кислой футеровкой выплавляется небольшое количество стали преимущественно для фасонного литья.
Отдельные части футеровки — подина, стены и свод — работают в различных условиях, что и обусловливает неодинаковую их стойкость. В наиболее тяжелых условиях находятся свод и стенки печи. Эти части футеровки, и особенно свод, подвергаются значительному перегреву за счет лучистой энергии электрических дуг, химическому воздействию раскаленных газов, содержащихокислы железа и известковую пыль. Они также испытывают резкие перепады температур, особенно в период загрузки шихты,и значительные механические напряжения. Различные условия работы существенным образом отражаются на конструкции отдельных частей футеровки, способах их изготовления и сортах применяемых огнеупорных материалов.
Подина основной печи ДСП-80 (см. рис. Ш) состоит из верхнего рабочего набивного слоя, кирпичного основания и теплоизоляционного слоя. Теплоизоляция подины включает: слой листового асбеста (20 мм), укладываемого на днище кожуха, и слой шамотного порошка (20 мм), на который укладывают два ряда нормального шамотного кирпича на плашку (130 мм). На теплоизоляционном слое возводится кирпичное основание подины, состоящее из нескольких рядов магнезитового кирпича (толщина 575 мм). Кладка выполняется таким образом, чтобы вертикальные швы в соседних рядах не совпадали друг с другом, что затрудняет проход жидкого металла в случае местного разрушения рабочего слоя подины через кладку.
Верхний рабочий слой подины изготавливается набивкой из магнезитового порошка с добавками в качестве связующих: каменноугольной смолы (10% по массе) и пека (~1%). Толщина набивки 150 мм. Общая высота футеровки подины составляет 900 мм.
В печах емкостью 80 т стойкость подины составляет 1300—. 1800 плавок, в печах меньшей емкости — до 5000 плавок.
Кладка стен основных электропечей ДСП-80 выполняется из большемерного безобжигового магнезитохромитового (толщина 380 мм) или периклазошпинелидного кирпича (толщина стен 460 мм).
Стойкость стен крупных печей до 100—150 плавок.
Свод основных печей средней и большой емкости на наших заводах набирают преимущественно из магнезитохромитового кирпича; ранее для сводов использовали динасовый кирпич.
Динасовые своды обладают низкой стойкостью, что связано с их оплавлением, вызываемым взаимодействием кремнезема с известковой пылью и окислами железа, содержащимися в атмосфере печи.