Реферат: Электродуговые печи
Стойкость магнезитохромитовых сводов в 2—3,5 раза превышает стойкость динасовых и достигает 100—200 плавок (более высокие показатели относятся к печам меньшей емкости).
Свод набирают из кирпича на специальном шаблоне в сводовом кольце. Благодаря выпуклости шаблона кладка свода получаетсяс необходимой кривизной, оцениваемой величиной стрелы подъема, которая обеспечивает его прочность. Отношение стрелы подъемак диаметру свода зависит от материала свода. Для магнезитохромитового свода оно составляет 1 : 7 до 1 : 8, а для динасового — не менее 1 : 12.
Толщина свода у печей емкостью 30—80 m достигает 300 мм. По окончании изготовления подины и стен устанавливают свод и электроды и производят сушку футеровки и спекание набойки подины. Для этой цели в печь загружают слой кокса толщиной 200—400 мм, опускают на него электроды и включают ток. Под действием раскаленного кокса происходит удаление летучих, коксование смолы и пека и образование из отдельных зерен магнезита, сцементированных коксовой решеткой, прочной монолитной массы.
§ 5. Электроды
Подвод тока в плавильное пространство электродуговой печи осуществляется тремя электродами цилиндрической формы. Материал электрода в силу специфичности условий его работы должен обладать хорошей электропроводностью и в то же время выдерживать весьма высокие температуры. Кроме того, электрод должен иметь достаточную механическую прочность и сопротивляемость окислительному воздействию атмосферы печи. Он не должен разрушаться под действием собственной массы и при наклоне печи во время выпуска металла. Этим требованиям в достаточной мере удовлетворяют только изделия из углерода, а именно — угольные и графитированные электроды. Угольные электроды применяются в печах малой емкости (обычно не более 5 т), графитированные — в печах средней и большой емкости. Угольные электроды изготавливают из антрацита или термоантрацита, литейного, нефтяного кокса, природного графита с добавкой в качестве связующих каменноугольного пека и смолы. Прокаленные и измельченные материалы определенного гранулометрического состава смешиваются, прессуются, обжигаются при температуре 1300° С, а затем подвергаются механической обработке для получения необходимых размеров. Для изготовления графитированных электродов, используют высококачественные, малозольные сорта нефтяного или пекового кокса и смолопека. Технология их изготовления подобна угольным. Дополнительно, для их графитизации, т. е. получения укрупненных кристаллов графита, электроды подвергаются длительному обжигу при температуре около 2500° С.
Графитированные электроды по сравнению с угольными имеют ряд преимуществ, которые и предопределяют применение их в печах средней и большой емкости. Они обладают в 4—5 раз меньшим удельным электросопротивлением (8—13 ом-ммг 1м), что позволяет допускать высокие плотности тока (34—14 а/см2 ). При одном и том же диаметре электродов в печи с графитированными электродами можно подавать значительно большую мощность, чем в печи с угольными электродами. Графитированные электроды лучше противостоят окислительному воздействию атмосферы печи. В печах ДСП-80 применяют электроды диаметром 500 мм с допустимой плотностью тока не более 14,5 а/см2 . Диаметр электродов dрассчитывают, исходя из мощности трансформатора (силы тока), причем плотность тока не должна превышать допустимых величин
где / — сила тока, а;
р — удельное электросопротивление, ом-мм2 /м;
k— коэффициент для графитированных электродов, равный 2.1 вт/смг .
Электроды изготавливают с торцами, в которых имеются отверстия с резьбой (так называемое ниппельное гнездо). Наличие этого гнезда позволяет при помощи ниппеля соединять отдельные секции электрода. Подобное соединение дает возможность устранить потери электродов по мере их сгорания в печи, в виде огарков, путем наращивания новых секций электрода. Расход графитированных электродов составляет на печах большой емкости 5,5— 6 кг/т стали, угольных до 13—15 кг/т стали. Стоимость графитрованных электродов в 2,3 раза выше, чем угольных.
§ 6. Электрооборудование печи
Электрическая схема трехфазной дуговой печи представлена на рис. 112. Она включает высоковольтный кабель 1, ток от которого при помощи воздушного разъединителя 2 и главного масляного выключателя 3 подается через дроссель 4 и переключатель напряжения 5 к первичной обмотке печного трансформатора 6. Со вторичной обмотки трансформатора ток поступает через так называемую короткую сеть к электродам 7. Кроме того, имеется выключатель 8, шунтирующий дроссель, трансформаторы тока 9, а также защита, измерительные приборы и автоматика.
Воздушный разъединитель служит для отключения электропечи от высоковольтного кабеля. Он включается или отключается только при отключенном масляном выключателе. Разъединитель состоит из медных подвижных ножей и неподвижных контактов (пинцетов), укрепленных раздельно на опорных изоляторах.
Главный масляный выключатель предназначен для разрыва высоковольтной цепи, находящейся под нагрузкой. Он состоит из железного, изолированного внутри бака, заполненного до определенного уровня трансформаторным маслом, в который погружен выключающий механизм. Масло гасит электрические дуги, возникающие при отключении масляного выключателя под нагрузкой, и является изоляцией между отдельными токоведущимичастями.
Дроссель служит для увеличения устойчивости горения электрических дуг и ограничения толчков тока при коротких замыканиях, возможных при обвалах шихты, когда электрод соприкасается с металлом. Он представляет собой добавочное сопротивление, подключаемое в цепь перед первичной обмоткой трансформатора. Сопротивление (обмотка) насажено на магнитопроводы, которые помещены в баке с трансформаторным маслом.
На печах большой мощности (свыше 10 тыс. ква.) дроссель не устанавливают, так как индуктивное сопротивление трансформатора и короткой сети достаточно для стабильного горения дуг и ограничения токов короткого замыкания. Переключатель ступеней напряжения трансформатора позволяет в процессе плавки изменять напряжение, а следовательно, и подводимую мощность к печи. Вторичное напряжение, подаваемое к электродам, изменяется переключением первичных обмоток с треугольника на звезду (вторичное напряжение понижается, в 1,73 раза), а также включением или отключением отдельных частей первичных обмоток, от которыхсделано несколько отпаек. Концы отпаек выведены на переключатель. Трансформатор печи ДСП-80 мощностью 25 тыс. ква. должен иметь не менее 12 ступеней напряжения в пределах 417—133 в. Переключающий автотрансформатор обычнонаходится в одном кожухе с печным трансформатором. Переключение ступеней производится при снятом напряжениии включенном главном масляном выключателе с помощьюмасляных выключателей, имеющих приводы с дистанционнымуправлением с пульта печи. В последнее время получают распространение устройства, позволяющие производить переключение ступеней под нагрузкой.
Печной трансформатор служит для преобразования электроэнергии высокого напряжения (от 6000 до 35 000 в) и малой силы в ток низкого напряжения (116—420 в) и большей силы. Тяжелые условия его работы, связанные с перегрузкой, с частыми короткими замыканиями, имеющими место при зажигании дуг и обвалах шихты при плавлении, предъявляют высокие требования к его конструкции и качеству изготовления. Первичные и вторичные обмотки должны иметь надежную изоляцию, высокую механическую прочность и интенсивное охлаждение. Сердечник с обмотками находится в баке, заполненном трансформаторным маслом. Трансформаторы печей средней и большой емкости имеют принудительное водомасляное охлаждение. Трансформаторы обычно устанавливают в отдельном помещении рядом с печью. Мощность трансформатора является определяющим фактором продолжительности плавки и производительности печи. Наибольшая мощность потребляется печью в период плавления. Поэтому продолжительность периода плавления в значительной мере и определяет мощность трансформатора. Выбор мощности трансформатора может быть, произведен, исходя из теплового баланса периода плавления по формуле:
Ф. П. Еднерал предложил другое эмпирическое соотношение, связывающее мощность трансформатора с диаметром кожуха (от которого зависит величина теплоотдающей поверхности печи) и с временем плавления
Печь ДСП-80 оборудована трансформатором мощностью 25 тыс. ква, с номинальным первичным напряжением в 37 тыс. в и вторичным напряжением от 417 до 133 в.
Короткая сеть — токоподвод от выводов вторичного напряжения трансформатора до электродов, — должна быть выполнена как можно короче. Короткая сеть состоит из медных шин — выводов от трансформатора за стену трансформаторного помещения, гибкого кабеля и медных шин или водоохлаждаемой трубы над рукавом электрододержателя.
Автоматическое регулирование движения электродов необходимо для изменения мощности, подаваемой в печь. Изменение мощности производится путем изменения вторичного напряжения или изменения тока электрической дуги. Изменение напряжения
Перемещение электродов с целью регулирования этого расстояния производится автоматически. Для этой цели применяются регуляторы (вращающегося типа с электромашинным усилителем), управляющие двигателями привода электрододержателя. Регулятор может работать совместно со специальным вычислительным устройством, регулирующим количество вводимой в печь электроэнергии.
§ 7. Выплавка стали методом полного окисления
Процесс плавки с окислением складывается из следующих последовательных стадий: заправки печи, загрузки шихты, плавления шихтовых материалов, окислительного периода, восстановительного периода и выпуска плавки.
Заправка печи — это подготовка печи к очередной плавке; Она заключается в частичном обновлении и устранении дефектов футеровки подины и откосов. Заправка производится сразу же после выпуска металла, пока еще в печи сохраняется высокая температура. Перед заправкой тщательно удаляют из печи остатки металла и шлака. Затем на поврежденные места подины и откосов забрасывают мелкозернистый, сухой магнезитовый порошок. При значительных повреждениях заправку производят магнезитовым порошком с добавкой в качестве связующего каменноугольной смолы или пека или же жидкого стекла. Заправку осуществляют вручную. Это одна из наиболее тяжелых операций. В последнее время для этой цели применяют пневматические заправочные машины.
Загрузка шихты. Состав шихты определяется химическим составом выплавляемой стали. При плавке с окислением шихту составляют из расчета получения содержания углерода в металле по расплавлении выше 0,3% заданного при выплавке высокоуглеродистых сталей (с содержанием 0,6% С и более) и выше 0,4% при выплавке средне- и низкоуглеродистых сталей. Шихта составляется из стального лома, отходов низколегированных сталей и чугуна. Содержание хрома в шихте не должно превышать 0,40%. Отходы легированных сталей в шихту не вводят, так как их экономически выгодно использовать при выплавке стали методом переплава. Завалку шихты производят сразу же по окончании заправки.
Для плотной укладки шихты и быстрейшего ее расплавления применяют лом различных габаритов. Оптимальным соотношением считается: 30—40% крупного, 50—40% среднего и 10—25% мелочи.
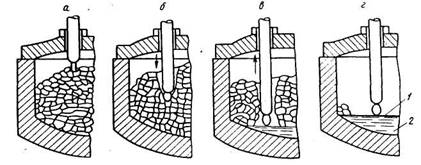 |
Рис. 114. Последовательные этапы плавления шихты в дуговой печи:
а — начало плавления; б — опускание электрода вниз; в — подъем электрода вверх; г — конец плавления: / — шлак; 2 — металл
При загрузке сверху на дно бадьи помещают часть легковесного скрапа, затем крупный и средний лом и сверху остальную часть мелочи. Предварительно перед опусканием бадьи в печь для ослабления ударов шихты о подину задают некоторое количество мелочи.
С целью сокращения периода плавления и повышения производительности электродуговых печей на некоторых заводах производят предварительный подогрев скрапа до 850—870° С в специальной футерованной шамотным кирпичом бадье. При загрузке шихты завалочной машиной сохраняется та же последовательность завалки легковесного, крупного и среднего лома.
Плавление. По окончании загрузки опускают электроды и включают ток. Плавление шихты проводят форсированно на максимальной ступени вторичного напряжения печного трансформатора. Постепенно электроды опускаются вниз, проплавляя в шихте колодцы диаметром на 30—40% больше диаметров электродов. По мере плавления шихты вокруг электродов уровень жидкого металла повышается, одновременно происходит подъем электродов (рис. 114). Автоматические регуляторы поддерживают необходимую постоянную длину дуг. Постепенно плавление охватывает шихту между электродами, а затем и расположенную у откосов.