Реферат: Электроэрозионная обработка
1 Технология электроэрозионной обработки
1.1 Сущность электроэрозионной обработки
1.2 Рабочая среда
1.3 Электроды-инструменты
2 Электроэрозионные станки
3 Общая характеристика процесса электроэрозионной обработки
4 Типовые операции электроэрозионной обработки
4.1 Прошивание отверстий
4.2 Маркирование
4.3 Вырезание
4.4 Шлифование
Список используемых источников
1 Технология электроэрозионной обработки
1.1 Сущность электроэрозионной обработки
Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией. На этом явлении основан принцип электроэрозионной обработки (ЭЭО).
Электроэрозионная обработка заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии (ГОСТ 25331-82).
Под воздействием высоких температур в зоне разряда происходят нагрев, расплавление, и частичное испарение металла. Для получения высоких температур в зоне разряда необходима большая концентрация энергии. Для достижения этой цели используется генератор импульсов. Процесс ЭЭО происходит в рабочей жидкости, которая заполняет пространство между электродами; при этом один из электродов — заготовка, а другой — электрод-инструмент.
|
|
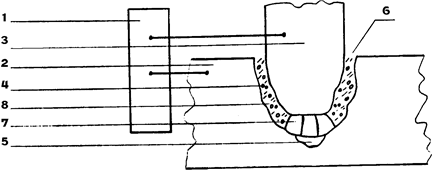
Под действием сил, возникающих в канале разряда, жидкий и парообразный материал выбрасывается из зоны разряда в рабочую жидкость, окружающую его, и застывает в ней с образованием отдельных частиц. В месте действия импульса тока на поверхности электродов появляются лунки. Таким образом осуществляется электрическая эрозия токопроводящего материала, показанная на примере действия одного импульса тока на рисунке 1, и образование одной эрозионной лунки.
Рисунок 1 — Схема процесса ЭЭО
Материалы, из которых изготавливается электрод-инструмент, должны иметь высокую эрозионную стойкость. Наилучшие показатели в отношении эрозионной стойкости ЭИ и обеспечения стабильности протекания электроэрозионного процесса имеют медь, латунь, вольфрам, алюминий, графит и графитовые материалы.
1.2 Рабочая среда
Рабочие жидкости (РЖ) должны удовлетворять следующим требованиям:
— обеспечение высоких технологических показателей ЭЭО;
— термическая стабильность физико-химических свойств при воздействии электрических разрядов с параметрами, соответствующими применяемым при электроэрозионной обработке;
— низкая коррозионная активность к материалам ЭИ и обрабатываемой заготовки;
— высокая температура вспышки и низкая испаряемость;
— хорошая фильтруемость;
— отсутствие запаха и низкая токсичность.
При электроэрозионной обработке применение получили низкомолекулярные углеводородистые жидкости различной вязкости; вода и в незначительной степени кремнийорганические жидкости, а также водные растворы двухатомных спиртов.
Для каждого вида ЭЭО применяют рабочие жидкости, обеспечивающие оптимальный режим обработки. На черновых режимах рекомендуется применять рабочие жидкости с вязкостью ![]() (смесь керосин-масло индустриальное), а на чистовых
(смесь керосин-масло индустриальное), а на чистовых ![]() (керосин, сырье углеводородное).
(керосин, сырье углеводородное).
1.3 Электроды-инструменты
Электроды-инструменты (ЭИ) должны обеспечивать стабильную работу во всем диапазоне рабочих режимов ЭЭО и максимальную производительность при малом износе. Электроды-инструменты должен быть достаточно жестким и противостоять различным условиям механической деформации (усилиям прокачки РЖ) и температурным деформациям.
На поверхности ЭИ не должно быть вмятин, трещин, царапин и расслоения. Поверхность ЭИ должна иметь шероховатость ![]()
При обработке углеродистых, инструментальных сталей и жаропрочных сплавов на никелевой основе используют графитовые и медные ЭИ. Для черновой ЭЭО заготовок из этих материалов применяются ЭИ из алюминиевых сплавов и чугуна, а при обработке отверстий — ЭИ из латуни. При обработке твердых сплавов и тугоплавких материалов на основе вольфрама, молибдена и ряда других материалов широко применяют ЭИ из композиционных материалов, так как при использовании графитовых ЭИ не обеспечивается высокая производительность из-за низкой стабильности электроэрозионного процесса, а ЭИ из меди имеют большой износ, достигающий десятка процентов, и высокую стоимость.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--