Реферат: Электроэрозионная резка проволокой на установке AGIECUT 100D
Значения: от 0 до 32.
Если провести аналогию с автомобилем, то PR – это коробка скоростей, а P – педаль газа.
VI. td – величина холостого хода.
Это процент количества импульсов, не принимающих участия в эрозии.
Значения: от 1 до 47,5%
Чем ниже значение, тем больше тенденция к короткому замыканию.
VII. HC – компенсатор разрядного усилия.
Значения: от 0 до 14.
Эта характеристика применяется для устранения прогибов проволоки, вызванных разрядами тока. На станке отрабатывается при помощи верхнего тормоза “Conofil”.
Генератор имеет автоматический регулятор процесса. Это означает, что по проволоке кроме силового импульсного тока, протекает еще и слабый ток обратной связи. Он информирует генератор о ходе эрозии. Все изменения передаются в стойку ЧПУ, а она, в свою очередь, корректирует скорость подачи (или характеристику P), чтобы процесс протекал более стабильно и не было перегаров проволоки. Если все же проволока перегорела, то существует следующая стратегия действий. Станок останавливается, эрозия прекращается. Верхний тормоз начинает работать как электродвигатель и производит реверс направления своего вращения. Остаток проволоки вытягивается из зоны эрозии. Система ЧПУ возвращает станок в последнюю запрограммированную точку заправки проволоки, производятся заправка и повторный пуск эрозии по недорезанному контуру.
Кроме параметров генератора, имеются также параметры проволоки и промывки.
Параметрами проволоки являются:
I. Cw – класс проволоки:
1 – для проволок диаметром менее 0,1мм;
2 – для проволок диаметром от 0,1 до 0,3мм.
II. Fw – натяжение проволоки.
Значения: от 2 до 20.
Чем больше диаметр проволоки, тем выше и параметр натяжения.
III. Aw – скорость потягивания проволоки в мм/сек.
Значения: от 20 до 200.
Параметрами промывки являются:
I. B – параметр работы с ванной:
0 – работа в струе промывки без наполнения ванны;
1 – работа с наполнением ванны. Перед заправкой проволоки уровень воды опускается до уровня нижней всасывающей дюзы.
2 – работа с наполнением ванны. Заправка проволоки происходит под водой.
II. K – проводимость диэлектрика.
Измеряется в миллисименс на кубический сантиметр.
Заданный уровень проводимости поддерживается при помощи колонки с деионизирующей смолой, находящейся в диэлектрическом агрегате. При фактическом значении 25 в течении получаса, эрозия останавливается и выдается сообщение о необходимости замены смолы.
III. Q – вид промывки.
Кроме промывки под давлением струей диэлектрика, существует промывка отсасыванием продуктов распада в нижнюю дюзу. Промывка под давлением может производиться как у верхней, так и у нижней дюзы. В зависимости от комбинации промывки под давлением и отсасыванием существует 6 параметров Q: от 1 до 6. Эти параметры отрабатываются батареей промывок системы AGIEFLUSH.
Стабильность процесса зависит от качества материала заготовки и проволоки, высоты резки, условий промывки и состояния диэлектрика.
Для применения в AGIECUT, фирмой AGIE рекомендована проволока типов Cobra CUT A и Cobra CUT D. Под эти типы фирмой посчитаны стандартные технологии обработки - последовательности импульсов и соответствующие им коррекции на диаметр инструмента (проволоки) с учетом искрового зазора.
По этим технологиям необходимая точность и шероховатость поверхности достигаются за счет нескольких проходов по обрабатываемому контуру. При первом проходе по цельному материалу, т.е. при главном проходе, параметрами генератора вырабатывается мощный импульс. Он способствует удалению основного материала из заготовки. Допуск после главного прохода находится в пределе от 0,02 до 0,01мм, шероховатость поверхности соответствует 7 классу. Затем производятся дополнительные прецизионные и финишные проходы (рис.5) для достижения более высокой точности и шероховатости. Например, чтобы достичь максимальных показателей точности (±3мкм) и шероховатости (Ra 0,35) проволокой Cobra CUT A диаметром 0,25мм, необходимо сделать 1 главный, 2 прецизионных и 1 финишный проход.
Все технологи представлены на дискете и в любой момент могут быть записаны в память машины.
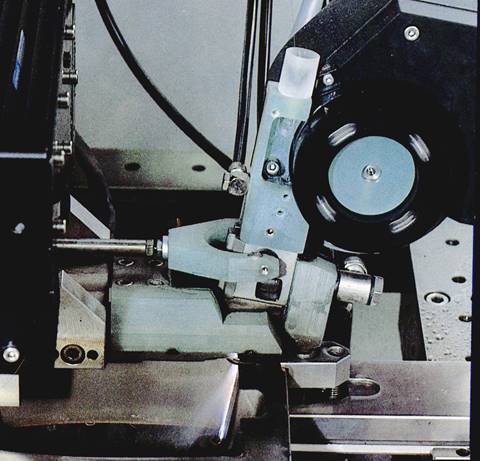 |
Рис. 5. Процесс электроэрозионной резки.
Дополнительный проход.