Реферат: Физико-химические аспекты переработки термореактивных полимеров
Термореактивными полимерами (реактопластами) называют материалы, в которых фиксация формы при изготовлении изделий является результатом химической реакции образования трехмерного полимера («сшивания»), обычно называемой отверждением. При этом материал необратимо утрачивает способность переходить в вязкотекучее состояние и растворяться в растворителях.
Неспособность отвержденных реактопластов переходить в вязкотекучее состояние заставляет проводить синтез термореактивных полимеров в несколько стадий. Первую стадию заканчивают получением олигомеров (смол) с молекулярной массой 100—1000. Вторая стадия—это, по существу, приготовление композиций, основанное на том, что низковязкие олигомеры легко совмещаются с наполнителем, причем даже при 80—85%-ном наполнении композиции неотвержденного реактопласта обладают высокой текучестью, позволяющей перерабатывать их традиционными методами (литьем под давлением, экструзией, контактным формованием, прессованием и др.)
Олигомерные композиции, в которых в качестве наполнителя используют какое-либо мелкодисперсное вещество (мел, тальк, древесную муку, слюду, каолин, технический углерод, графит и т. д.), называют премиксами. Реактопласты, наполненные непрерывными волокнами, бумагой, тканью и т. д., называют препрегами. Наконец, третья стадия — это получение собственно полимера с трехмерной сетчатой структурой. Как правило, эта стадия совмещается с формованием изделия и обычно называется отверждением.
Олигомеры в реактопластах могут отверждаться самопроизвольно (с тем большей скоростью, чем выше температура) или с помощью полифункционального низкомолекулярного вещества — отвердителя. Отверждение может осуществляться по механизму поликонденсации (фенолоальдегидные, эпоксидные, карбамидные, кремнийорганические смолы) и полимеризации (полиалкиленгликольмалеинаты, олигоэфиракрилаты, форполимеры диаллилфталата).
Реактопласты изготавливают, применяя в качестве связующего фенолоформальдегидные смолы (модифицированные для большей эластичности поливинилбутирилем, бутадиен-нитрильным каучуком, полиамидами) или эпоксидные смолы (модифицированные феноло- или анилиноформальдегидными смолами или отверждающимися олигоэфирами); наполнитель может быть любым.
Моделирование процессов переработки термореактивных полимеров имеет два основных аспекта: а) анализ неизотермического течения, сопровождающегося химическими реакциями отверждения на стадиях пластикации и формования изделия;
б) анализ процессов полимеризации, сопровождающихся выделением тепла в условиях теплообмена с окружающей средой.
ОБОРУДОВАНИЕ ДЛЯ ПРИЕМА, ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ СЫРЬЯ
Химическая промышленность поставляет сырье (термопласты и реактопласты) упакованным в один из трех видов тары: а) мешки (полиэтиленовые или из крафт-бумаги) массой по 25 кг; б) контейнеры эластичные одноразового или многоразового использования массой 200 кг (емкостью около 0,5 м3 ); в) цистерны (автомобильные и железнодорожные) емкостью 30—50 м3 .
Сырье, поступающее в мешках, с заводского склада перевозится в цех на электрокарах, где мешки растариваются или непосредственно возле перерабатывающего оборудования, или на растарочной установке цехового склада сырья.
Контейнеры с площадки хранения подаются в отделение рас-таривания, где с помощью грузоподъемных механизмов устанавливаются на устройства для растаривания. Конструктивно эти устройства представляют собой систему зажимов для крепления контейнера, приемный бункер, соединенный с системой пневмотранспорта, и приспособление для открытия клапана (при использовании оборотных контейнеров многоразового использования) или для разрезания боковины (у контейнеров одноразовогоиспользования). Попадающее в приемный бункер сырье подается пневмотранспортом в складские емкости или пересыпается непосредственно в технологические контейнеры.
Разгрузку цистерн производят с помощью систем пневмотранспорта с гибкими патрубками, снабженными наконечниками для быстрого подсоединения эластичных патрубков к выгрузочным патрубкам цистерн. При растаривании цистерн внутрь подается сжатый воздух под давлением 0,2 МПа. Удаленность складских емкостей от места разгрузки не должна превышать 25 м.
ОБОРУДОВАНИЕ СКЛАДОВ СЫРЬЯ
Основное оборудование, предназначенное для хранения сыпучих ингредиентов, составляют бункера (силосы), которые в зависимости от назначения подразделяются на бункера складского хранения и расходные бункера систем автоматического дозирования. Емкость и число бункеров, устанавливаемых на заводском складе, определяется мощностью предприятия, поскольку запас сырья на складе должен обеспечивать 10—15-суточную работу предприятия. Емкость бункера составляет от 100 м3 и более. Обычно бункер складского хранения (рис. 1) представляет собой сварной цилиндр / из листового дюралюминия диаметром около 5 м и высотой 10—15 м. К нижней части цилиндра приваривается коническое днище 2. Отверстие в днище диаметром примерно 1 м перекрывается шлюзовым затвором 3, через который материал поступает к питателю 4. Верхняя часть цилиндра перекрывается конической крышкой, внутри или над которой располагается циклон-отделитель 5 системы пневмотранспорта. Контроль за уровнем находящегося в бункере сырья может производиться с помощью радиационных уровнемеров или по весу с помощью тензометрических силоизмерителей, определяющих нагрузку в опорных стойках бункера. Угол наклона стенок днища бункера не должен превышать 20° по отношению к вертикали во избежание сводообразования и зависания в нем сыпучего сырья.
Непосредственно под бункером устанавливается разгрузочное устройство, в качестве которого чаще всего используется секторный дозатор (он описан ниже и показан на рис. 1). При достаточно хорошей сыпучести сырья (свойственной, например, гранулированным пластмассам) его выгрузку из бункера можно производить, не применяя никаких дополнительных устройств. В этом случае непосредственно над секторным дозатором устанавливают шлюзовой затвор с пневмоприводом и дистанционной системой управления.

Рис. 1. Схема бункера складского хранения
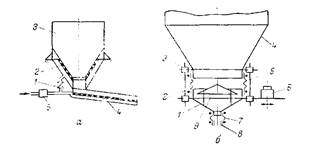
Рис. 2. Устройства для выгрузки материала из бункера: а — с аэрациокным рыхлителем; б — с двойным вибрирующим конусом.
Для выгрузки из бункеров материалов, склонных к слеживаемости, применяют аэрацию материала потоком воздуха и вибрационные устройства (рис. 2). В аэрационных рыхлителях (рис. 2, с) воздух подают через фильтр 5, распределительную заслонку 1 и перфорированное днище 2 в нижнюю часть бункера 3. Скорость воздушного потока должна быть достаточно велика для того, чтобы материал в бункере перешел в псевдоожиженное состояние. Под действием силы тяжести материал перемещается и поступает из бункера по наклонным перфорированным трубопроводам 4 непосредственно в технологическое оборудование или на дозирование.
Механические вибрационные устройства («активаторы», или «побудители») устанавливают как вне бункера, так и внутри его. Эти устройства включают в работу только во время отбора материала из бункера, так как в противном случае происходит лишь дополнительное уплотнение материала.
Разгрузочное вибрационное устройство с двойным вибрирующим конусом (рис. 2,6) включает в себя конический приемник /, закрепленный на стяжках 2 через виброизоляционные прокладки 3 на выходном патрубке бункера 4. Герметичность соединения обеспечивается эластичным уплотнением 5. Приемник 1 и установленный в нем конус-рассекатель 9 приводятся в колебательное движение с амплитудой 10 мм и частотой до 500 Гц с помощью механического или гидравлического вибратора 6. Высыпающийся из бункера материал выгружается через разгрузочный патрубок 8 с эластичным уплотнением 7. При работе вибратора приемник / колеблется в горизонтальной плоскости. Благодаря этому материал не зависает в выходном конусе бункера, ликвидируется его уплотнение и создаются оптимальные условия для его свободного и равномерного движения по поверхности конуса-рассекателя от его центра к периферии.
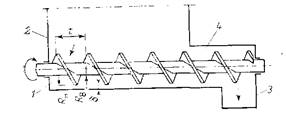
Рис.3. Червячное разгрузочное устройство.
Кроме аэрационных разгрузочных устройств и вибросит в некоторых случаях применяют червячные разгрузочные устройства (рис. 3). При вращении червяка 1 материал, находящийся в приемном окне бункера 2, захватывается его витками и перемещается к разгрузочному патрубку 3. Для регулирования и стабилизации производительности перед разгрузочным патрубком располагают цилиндрический участок 4 длиной не менее одного диаметра червяка. Радиальный зазор между внутренней поверхностью желоба и наружным диаметром червяка б должен выбираться таким образом, чтобы скомпенсировать все неточности сборки и прогиб червяка; при этом червяк не должен соприкасаться с поверхностью желоба. Следует, однако, избегать слишком больших значений радиального зазора во избежание заклинивания или защемления в зазоре частиц выгружаемого материала, так как при этом могут возникать чрезмерные изгибающие усилия и очень большие тормозные моменты.
Объемную производительность червячного разгрузочного устройства можно определить по формуле
![]() (2.1)
(2.1)
Угол 9т равен
![]()
Трение в зазоре между материалом и кромкой витка червяка и между материалом и желобом проявляется по-разному. При гладкой цилиндрической поверхности желоба материал скользит по ней; при этом эффективная площадь сечения транспортируемого материала увеличивается, а производительность несколько возрастает. Шероховатая поверхность и большой зазор приводят к сдвигу материала по цилиндрической поверхности радиусом RB . При этом на стенке желоба образуется слой практически неподвижного материала.
ПНЕВМОТРАНСПОРТ
Пневмотранспорт получил особенно широкое распространение за последние тридцать лет, и в настоящее время он практически полностью вытеснил на предприятиях по переработке пластмасс все другие виды транспорта (конвейеры, транспортеры). Широкое применение пневмотранспорта объясняется следующими причинами: 1) возможностью перемещения сыпучих материалов в горизонтальном, наклонном и вертикальном направлениях; 2) герметичностью трубопроводов и отсутствием потерь транспортируемых материалов; 3) сравнительной простотой конструкции, обслуживания и эксплуатации при незначительных площадях и объеме зданий; 4) возможностью полной автоматизации процесса транспортирования и распределения материала по бункерам; 5) возможностью совмещения транспортирования материала с его сушкой подогретым воздухом.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--