Реферат: Физико-химические основы процесса пайки
Пайкой называется процесс соединения материалов в твердом состоянии путем введения в зазор легкоплавкого металла — припоя, взаимодействующего с основными материалами и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва.
Для образования качественного паяного соединения необходимо:
· подготовить поверхности соединяемых деталей;
· активировать материалы и припой;
· удалить оксидные пленки в зоне контакта;
· обеспечить взаимодействие на межфазной границе раздела;
· создать условия для кристаллизации жидкой металлической прослойки.
Подготовка поверхностей деталей к пайке включает механическую, химическую или электрохимическую очистки от оксидов, загрязнений органического и минерального происхождения, а также нанесение покрытий, улучшающих условия пайки или повышающих прочность и коррозионную стойкость паяных соединений.
Удаление продуктов коррозии и оксидных пленок механическим способом производят с помощью режущего инструмента (напильника, шлифовального круга, шабера), а также наждачной бумаги, проволочной сетки. Для повышения производительности при обработке протяженных или сложнопрофилированных изделий применяют гидроабразивную очистку с помощью струи жидкости или вращающихся щеток из синтетического материала с добавлением в моющий состав абразивных частиц. Образование шероховатой поверхности после механической обработки способствует увеличению растекания припоя, так как риски на поверхности являются мельчайшими капиллярами.
Удаление поверхностных пленок, препятствующих смачиванию расплавленным припоем, осуществляется как химическими, так и электрохимическими способами. Химическое обезжиривание деталей проводят в 5 % -м растворе щелочи или в органических растворителях (ацетон, бензин, спирт, четыреххлористый углерод), спиртобензиновых и спиртофреоновых смесях путем протирки, погружения, распыления, обработки в паровой фазе или ультразвуковой ванне.
Для ультразвукового обезжиривания используют ванны УЗВ-0,1, УЗВ-0,25, УЗВ-0,4, работающие на частотах 18—22 кГц в докавитационном режиме, который обеспечивает получение интенсивных микропотоков в моющей жидкости, что гарантирует высокое качество очистки мелких деталей и ускоряет процесс в 5—10 раз.
Толстые слои оксидных пленок удаляют травлением в растворах кислот или щелочей. Состав раствора определяется видом металла, толщиной оксидной пленки и требуемой скоростью травления. Электрохимическое травление ускоряет процесс растворения оксидных пленок и проводится при плотности тока 2—5 А/дм2 . После травления детали тщательно промывают в нейтрализующих растворах.
Очищенные детали необходимо немедленно направлять на сборку и пайку, так как паяемость меди сохраняется 3—5 сут, а серебра 10—15 сут. Поэтому для обеспечения межоперационного хранения деталей и компонентов ЭА на их поверхности наносят металлические покрытия, которые улучшают процесс смачивания припоем и сохраняют паяемость в течение длительного времени. В качестве таких покрытий используют легкоплавкие припои (ПОС 61, ПОСВ 33 и др.), сплавы олова с висмутом или никелем, золото, серебро, палладий и другие металлы, которые наносят погружением в расплав, гальваническим или термовакуумным осаждением, а также плакированием. При первом методе погружение производят в расплавы припоев после предварительного флюсования. Гальванические покрытия благородными металлами наносят толщиной 3—6 мкм, остальными — 6—9 мкм. Пленки, полученные термовакуумным осаждением, отличаются высокой равномерностью, отсутствием окисления покрытия, однако имеют малую толщину (0,1—1,0 мкм). Плакирование осуществляется совместной прокаткой паяемого металла и металла покрытия; при этом обеспечивается равномерная толщина покрытия (100—150 мкм). После выполнения подготовительных операций или межоперационного хранения контролируется пригодность деталей к пайке путем оценки паяемости.
Активация паяемых поверхностей необходима для физико-химического взаимодействия атомов основного металла и припоя.
Существуют три способа переноса энергии в форме теплоты: теплопроводностью, конвекцией и излучением. Перенос теплоты при пайке паяльником осуществляется за счет теплопроводности паяльного жала, которое служит аккумулятором теплоты, выделяемой нагревателем.
Скорость нагрева паяльником зависит от температуры жала и количества теплоты, аккумулированного жалом (4—8 кДж). Удельная мощность, выделяемая в зоне пайки деталей паяльником, не превышает 1·104 Вт/м2 .
Пайка расплавленным припоем осуществляется путем контакта паяемых деталей с обширной поверхностью расплава, аккумулирующего значительно большее количество теплоты, чем паяльник, поэтому удельная мощность при этом достигает 106 Вт/м2 , что сокращает время пайки.
При газопламенном нагреве пламя горелки является конвективным теплообменным источником нагрева. Для газопламенной пайки, сварки, резки мелких деталей с высокой температурой плавления применяют аппараты с водородной микрогорелкой, в основу работы которых положен принцип электролиза воды электрическим током. Аппарат представляет собой настольный переносной прибор, состоящий из электролизера, смесителей, дополнительного смесителя, панели управления, горелки. Для увеличения проводимости в дистиллированную воду добавляют химически чистый едкий калий. В результате прохождения электрического тока из раствора выделяются водород и кислород. В смесителе после прохождения через водный затвор смесь насыщается парами бензина (спирта или ацетона) и поступает в горелку. Управление электролизом воды осуществляется с помощью электронного регулятора мощности. Горелка формирует необходимый факел пламени и снабжается быстросъемными наконечниками. При газопламенном нагреве возможен пережог деталей, окисление припоя вследствие неравномерности температурного поля в зоне нагрева.
Более перспективны бесконтактные способы нагрева паяемых деталей различными видами излучений. При пайке излучением высокой частоты (ВЧ) в деталях индуцируются токи, которые проходят главным образом в поверхностном слое толщиной δ и разогревают детали до необходимой температуры. Глубина проникновения токов ВЧ
![]() ,
,
где ρ , μ — соответственно удельное электрическое сопротивление и магнитная проницаемость металла; f — частота тока.
Поскольку глубина проникновения зависит от частоты, то для толстостенных деталей (2—5 мм) применяют низкочастотный нагрев (66 кГц), для тонкостенных — ВЧ-нагрев (440; 1760 кГц). Скорость нагрева пропорциональна ![]() , удельная мощность в зоне нагрева составляет 106 —108 Вт/м2 .
, удельная мощность в зоне нагрева составляет 106 —108 Вт/м2 .
Технологической оснасткой при ВЧ-пайке является индуктор, представляющий собой катушку из нескольких витков полой медной трубки, по которой в процессе нагрева интенсивно прокачивается охлаждающая жидкость — вода. Витки индуктора располагаются вблизи нагреваемых деталей (рис. 2).
Эффективность нагрева повышается, если в зоне нагрева образовать электрический короткозамкнутый контур с малым удельным электрическим сопротивлением, расположенный вдоль паяемого соединения и выполненный в виде локального покрытия (медного, серебряного) толщиной 20—30 мкм либо специальной оправки.
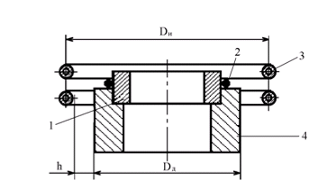
1, 4 детали; 2 припой; 3 индуктор; D и ,D д диаметр индуктора и детали
рис. 2. Схема нагрева токами ВЧ:
Воздействие СВЧ-излучения мощностью 5—10 Вт на атмосферу рабочего газа (аргона) приводит к его ионизации, что дает возможность получать плазменный стержень тлеющего разряда диаметром 0,1—10 мм с температурой до 1000 °С. СВЧ-излучение от магнетронного генератора непрерывного действия мощностью 5—10 Вт возбуждают в волноводно-коаксиальном тракте, в который подают аргон с небольшой добавкой водорода со скоростью 1—5 л/мин. С помощью плазменного стержня практически безынерционно можно вести пайку планарных выводов микросхем к контактным площадкам плат. Недостатком метода является значительный градиент температур как по длине стержня, так и в радиальном направлении.
Инфракрасное (ИК ) излучение применяют для бесконтактного нагрева деталей в различных средах: на воздухе, в контролируемой атмосфере, в вакууме.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--