Реферат: Горячая и холодная штамповка
Горячая объемная штамповка – способ обработки металлов давлением, при котором изделию придается необходимая форма при помощи специального инструмента – штампа.
Образуемая в результате объемной штамповки деталь называемая поковкой .
При объемной штамповке металл деформируется одновременно по всему объему, а течение его происходит в полости штампа, очертания и размеры которой соответствуют будущей детали.
По сравнению с ковкой штамповка имеет ряд преимуществ.
1. Имеет более высокую производительность;
2. Обеспечивает меньший расход материала;
3. За счет более высокой точности позволяет значительно сократить объем последующей обработки резанием.
Недостатки:
1. Для объемной штамповки паковок требуется гораздо большее усилие деформирования;
2. Штамп дорогостоящий инструмент и пригоден только для изготовления одной, конкретной паковки.
Поэтом горячая объемная штамповка экономически целесообразно применению в крупносерийном и массовом производстве при изготовлении паковок от нескольких грамм до 20 килограмм.
Штампы – это массивные стальные формы, состоящие из двух частей в которых имеются полости. Эти полости называются ручьями. Верхняя часть штампа закрепляется на подвижной части кузнечной машины, нижняя – на неподвижной. При смыкании обеих частей штампов образуется ручей, формы и размеры которого соответствуют изготавливаемому изделию. В зависимости от степени сложности изделия используют штампы одноручьевые или многоручьевые. Штамповка паковок сложной конфигурации производится в многоручьевых штампах, ручьи которого подразделяются на заготовительные и штамповочные (чистовые и черновые).
В заготовительных ручьях происходит предварительное, а в штамповочных – окончательная форма изменения заготовки.
Различают штамповку в открытых и закрытых штампах.
При штамповке в открытых штампах в плоскости их разъема часть металла вытекает в облойную щель – получается заусенец (облой), что служит гарантией полного заполнения полости металлом.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой. Образование заусенца в нем не предусмотрено.
После штамповки изделий производят ряд завершающих операции: обрезку облоя, прошивку отверстий, правку, термическую обработку (отжиг или нормализацию), очитку от окалины, контроль качества паковок.
Давильная обработка
В последнее время этот метод получается значительное распространение для изготовления деталей в различных отраслях промышленности.
Заготовка, имеющая форму круга, прижимается упором к вращающейся форме.
Давильни перемещается параллельно оси вращения формы и постепенно деформирует металл заготовки, прижимая его к форме. В зависимости от давления толщина стенок детали может быть равной или меньше толщины заготовки.
Этим методом можно изготавливать изделия, получаемые вытяжкой при штамповке, но только полые тела вращения. Давильные работы устраняют необходимость изготовления штампов. Форма часто изготавливается из дерева, и поэтому в ряде случаев давильные работы более экономичные, чем вытяжка при листовой штамповке.
Производство гнутых профилей
При изготовлении горячей прокаткой фасонных профилей невозможно получить стенки толщиной менее 2-3 мм. В то же время по требуемой прочности в конструкциях такая толщина нередко завышена. Фасонные тонкостенные профили, легкие, жесткие, сложной конфигурации и большой длины можно получать методом профилирования листового материала в холодном состоянии.
Процесс профилирования прокаткой на профилегибочных станках заключается в постепенном изменении формы сечения плоской заготовки до требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся фигурных роликов. Обычно таких пар от 6 до 20 и более. При данном методе площадь поперечного и толщина исходной или ленты практически не изменяется. Происходит только их последовательная гибка в поперечном сечении.
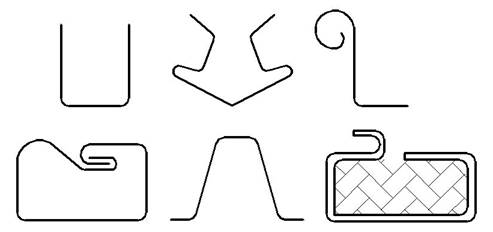
Рис. 1. Примеры гнутых профилей
Заготовка при изготовлении гнутых профилей может быть лента или полоса из стали и цветных металлов толщиной 0,3-10мм.
Форма гнутых гнутых профилей может быть относительно простой – профиль открытого типа и весьма сложной – профили полузакрытого типа и закрытого типа, профили с наполнителем.
Накатывание резьбы и мелкомодульных зубчатых колес
Процесс пластического формообразования резьбы плоскими плашками либо роликами производится на специальных резьбонакаточных станках. Резьбонакаточные и зубонакатные инструменты изготавливают из высоколегированных сталей Х12М, ХФ12, Х12ФН, 9ХС.
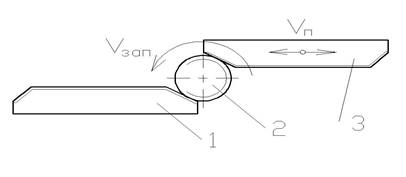
Рис. 2. Накатывание резьбы плоскими плашками
При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба.
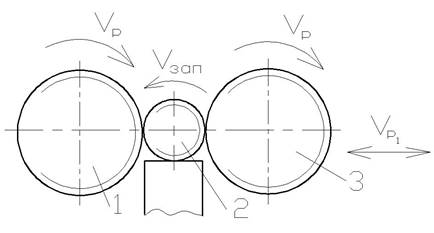
Рис. 3. Накатывание резьбы роликами
При формировании резьбы роликами ролики 1 и 3 получают принудительное вращение. Заготовка 2 свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обкатка роликами требует меньших усилий. С их помощью накатываются резьбы с более крупными шагами.
Диаметр заготовки для накатывания резьбы определяется по формуле :
--> ЧИТАТЬ ПОЛНОСТЬЮ <--