Реферат: Изготовление деталей РЭС из пластмасс
Для большинства термореактивных пластмасс температура прессования изменяется от 130 до 180º С. Время выдержки для отвердевания для разных пластмасс устанавливается в пределах 0,5–2,5 мин на 1 мм наибольшей толщины изделия.
Удельные давление для различных пластмасс изменяются в пределах от 10 до 40 МН/м2 (МПа).
Холодное прессование состоит в том, что пресс-порошок загружают в холодную пресс-форму, подвергают сжатию при высоких удельных давлениях 60–120МН/м2 и выдерживают под таким давлением в течении 5–15 с.
Затем заготовки извлекаются из пресс-формы и запекаются в термостате при температуре 150–170º С для полимеризации связующего вещества. При холодном прессовании значительно увеличивается производительность труда, но качество изделий хуже, поверхность – матовая. Этот метод не применим для изделий сложной формы.
Литьевое прессование применяется для изготовления изделий сложной конфигурации из термореактивных пластмасс. Отличием литьевого прессования является наличие в конструкции пресс-формы дополнительной загрузочной камеры, которая соединяется с матрицей тонким литниковым каналом.
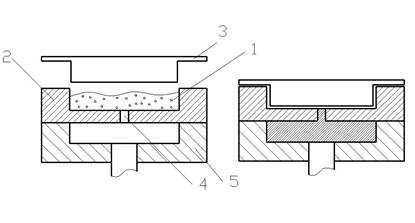
Рис. 2. Литьевое прессование
Пластмассу (1) помещают в загрузочную камеру (2). Там она нагревается от стенок загрузочной камеры, переходит в вязко-текучее состояние и под воздействием усилия пуансона (3) через литниковую систему (4) поступает в оформляющую разъемную полость матрицы (5). Сечение литниковых каналов мало и материал поступает в плоскость и с большой скоростью в полужидком состоянии.
Температура нагрева материала находится в пределах от 140º С до 170º С. Давление в загрузочной камере – 50–200 МН/м2 (МПа). Особенностями литьевого прессования является возможность получения в деталях глубоких отверстий малого диаметра, высокая точность деталей и возможность заформовывать в изделия тонкую арматуру.
Недостатки: сложная и дорогостоящая пресс-форма и большой расход материала (на литники).
Литье под давлением
Применяется для изготовления сложных деталей из термопластических масс с большим количеством арматуры и сложной конфигурации. Оно производится на специальных машинах, которые называются инжекционными.
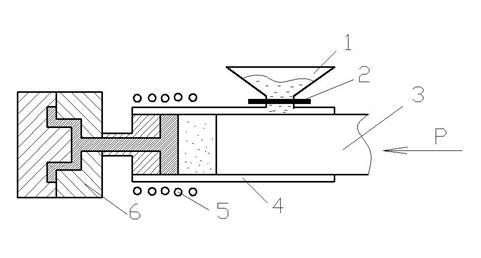
Рис. 3. Литье пластмасс под давлением
В бункер (1) загружают гранулированную пластмассу, откуда через дозирующее устройство (2) гранулы в требуемом объеме для одного впрыска поступают в цилиндр (4) с нагревательным устройством (5).
Температура пластмассы в цилиндре повышается от начальной на входе до заданной технологическим режимом (185–280º С) на выходе. Пуансон (3) впрыскивает расплавленную пресс-массу в охлаждаемую водой пресс-форму (6) t=30–40ºC при давлении 20 МПа.
Из-за того, что температура пресс-формы ниже температуры впрыснутой в нее пресс-массы отливка быстро охлаждается, и затвердевает, уменьшаясь в объеме.
В полости пресс-формы образуется незанятый объем, поэтому для заполнения всего объема, а также для сохранения впрыснутой пластмассы плунжером (3) поддерживается давление с учетом времени, определяющим отвердение отливки в пресс-форме.
После такой выдержки плунжер (3) отходит вправо и из загрузочного бункера (1) в цилиндр (4) поступает новая порция пресс-материала. Цикл повторяется.
После требуемой выдержки для охлаждения отлитой детали половинки формы раскрываются и деталь удаляется.
Весь цикл обработки производится автоматически. Поэтому данный способ изготовления пластмассовых изделий является одним из самых производительных. Удельное давление при литье термопластов в зависимости от марки материала применяется в пределах от 50 до 300 МН/м2 . Изделие извлекается из формы после охлаждения до 40–60º С.
Выдержка изделия в форме не превышает 40–50 с.
Пневматическое формование
Этим способом изготавливают детали из листовых термопластических материалов. Сущность процесса состоит в том, что разогретый лист материала приобретает форму матрицы под действием избыточного давления или под влиянием вакуума.
Вакуумный способ применяется для глубокой вытяжки защитных колпачков, кожухов и др. деталей.
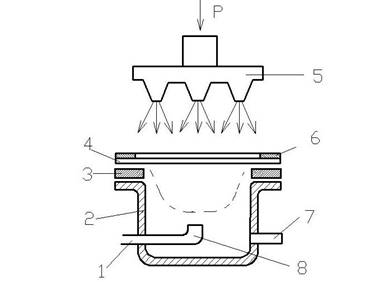
Рис. 4. Пневматическое формование
Литьевая заготовка (4) закрепляется на отбортовке верхнего фланца (2) прижимным кольцом (6).
При включении вакуумного насоса через штуцер (7) в цилиндре (2) создается разряжение и листовая заготовка, нагреваемая горячим воздухом из рассеивателей (5) под действием атмосферного давления вытягивается.
Процесс вытягивания продолжается до момента соприкосновения стенки изготавливаемого изделия с электрическим контактным выключателем (8). При срабатывании выключателя отключается вакуумный насос и давление в цилиндре повышается до атмосферного.
Помещая в цилиндр формы различного профиля, можно изготавливать изделия со сложной кривизной поверхности.
Основные требования к конструкциям деталей из пластмасс
Конструкции деталей из пластмасс требуют тщательного согласования с методом их изготовления. Не выполнение требований технологичности приводит к изготовлению сложных и дорогих пресс-форм, качество детали снижается, а расход материала увеличивается.
Наиболее общие требования к конструкции пластмассовых деталей, получаемых прессованием и литьем под давлением можно сформулировать следующим образом:
1. Кромки и углы детали должны быть закреплены, это улучшает стойкость деталей пресс-формы облегчает оформление этих элементов;
2. Толщина стенок деталей должна быть равномерной без резких переходов для исключения коробления и трещин;
3. По линиям съема детали должны иметь уклоны для облегчения выемки из пресс-формы;
4. Отверстия, выступы и впадины должны совпадать с направлением разъема пресс-формы;