Реферат: Изготовление деталей РЭС из пластмасс
Пластмассами называются материалы, полученные на основе естественных и синтетических высокомолекулярных соединений (полимеров), способные вследствие своей пластичности принимать необходимую форму под воздействием тепла и давления.
По технологической классификации пластмассы подразделяются на термореактивные пластмассы и термопластичные пластмассы.
Термореактивные пластмассы под действием тепла и давления размягчаются, заполняют пресс-форму и переходят в неплавкое и нерастворимое состояние. Материал изделия становится необратимым, т.е. при повторном нагреве он в пластическое состояние не возвращается. Допускают разгрузки пресс-форм в нагретом состоянии. К ним относятся: фенолформальдегид, селиконопласты, и т.д.
Термопластичные пластмассы под действием тепла и давления приобретают текучесть, заполняя пресс-форму, после охлаждения отвердевают, но не переходят в неплавкое и нерастворимое состояние.
При повторном нагреве они возвращаются в пластическое состояние (полистирол, полиэтилен, полиуретан и т.д.) разгрузка пресс-форм может производиться только после охлаждения. По способу переработки пластмассы могут быть разделены на следующие группы:
1. Термореактивные пресс-порошки и пресс-материалы горячего прессования;
2. Термораеактивные пресс-порошки и пресс-материалы холодного прессования;
3. Термопластические порошки;
4. Жидкие литьевые термореактивные смолы;
5. Листовые и фасонные слоистые материалы;
6. Пленочные материалы – стирофлекс, эфироцеллюлозные пленки и др.
Для выбора рационально способа изготовления изделий из пластмасс, необходимо знание их технологических свойств. Такими свойствами пластмасс являются: удельный объем, текучесть, скорость отвердевания, летучесть, усадка.
Удельный объем пресс-материала рассчитывается в см3 /г или м3 /кг. Знание удельного объема необходимо для определения объема пресс-формы.
Текучесть пресс-материала – способность материала заполнять пресс-форму под давлением при определенной температуре: определяется в мг/с. Чем меньше текучесть пресс-материала, тем больше должно быть давление прессования и наоборот. Скорость отвердевания – характеризует продолжительность перехода пластмассы из пластического состояния в твердое. Она выражается в секундах или минутах на 1 мм толщины образца (с/мм). Летучесть – (содержание летучих веществ и влаги) – определяется по разнице в весе до и после высушивания пресс-материала в термостате при температуре (103–105)ºС в течении 30мин; определяется в % и колеблется в различных материалах 1,5–5%.
Содержание летучих веществ вредно, увеличивает усадку, вызывает коробление, трещины и вздутия, снижает электроизоляционные и радиотехнические свойства пластмасс. Усадка – характеризует уменьшение размеров детали с момента излечении ее из нагретой пресс-формы до полного остывания. Исчисляется в процентах по формуле: Y= (a–b)/b∙100%, (1) где а – размер гнезда пресс-формы при температуре прессования; b – размер изделия при температуре равной 20ºС.
Технологические процессы изготовления деталей из пластмасс
В настоящее время известно значительно число способов формирования пластмассовых изделий, которые применяют в зависимости от их конструкций, типа и размеров, технически требований, предъявляемых к использованию изделий. Наиболее распространенными являются:
– прессование, применяемое для переработки термореактивных пластмасс (реактопластов);
– литье под давлением – для обработки термопластичных материалов (термопластов);
– формование – предание необходимой формы листовым термопластичным материалам.
Сущность всех этих способов обработки заключается в том, что исходное сырье подвергается обработке в специальных формах, которые называются пресс-формами, под давлением при соответствующем нагреве в процессе формирования формообразования или после него. Построение типового технологического процесса зависит от конструкций и назначения детали. При выборе операций и переходов решаются следующий вопросы:
1. Подбор и дозировка компонентов: полимер, стабилизатор, пластификатор, краситель, инициатор, парообразователь и др.;
2. Образование исходного материала (пластмассы): смешение; гранулирование; растворение и т.д.;
3. Изготовление изделия (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.;
4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д.
Приемы и методы подбора, дозировки компонентов и образования исходного материала пластмассы рассматриваться не будут. Рассмотрим основные способы переработки пластмасс в изделия.
Прессование
Технологически процесс прессования заключается в том, что под влиянием нагрева и давления пресс-материал заполняет рабочее пространство пресс-формы и полимеризуется в твердое состояние.
Прессование подразделяется на горячее, холодное и литьевое.
Горячее прессование термореактивных пластмасс применяется для изготовления деталей простой формы с ограниченным количеством арматуры или без нее.
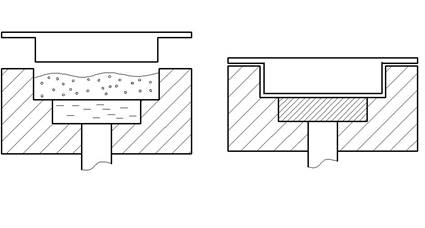
Рис. 1. Прессование пластмасс
Пресс-материал в виде таблеток или порошка загружается непосредственно в формообразующую полость горячей пресс-формы, после чего подвергается давлению пресса.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--