Реферат: Изготовление и сборка оконных блоков
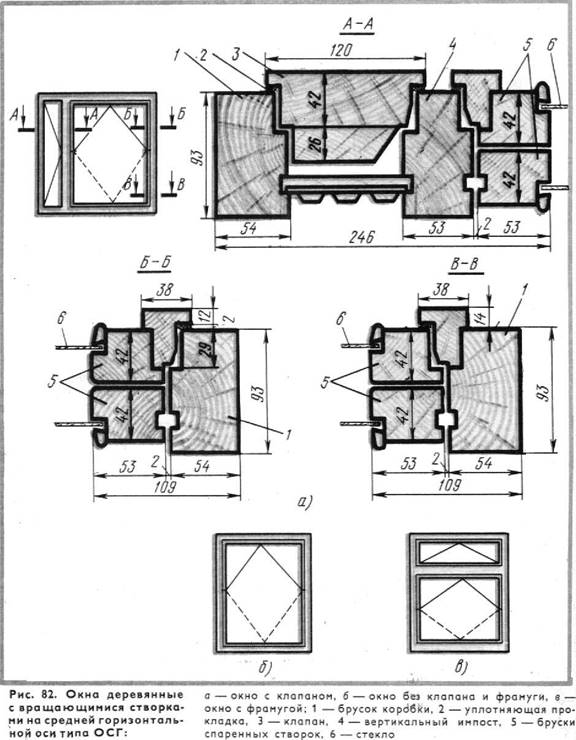
Оконные блоки деревянные со спаренными створками, вращающимися на средних осях, для гражданских зданий подразделяются на два типа: вращающиеся на средних горизонтальных осях — среднеподвесные ОСГ, имеющие дополнительно вентиляционные клапаны или верхние фрамуги, и окна со створками, вращающимися на средних вертикальных осях, —среднеповоротные ОСВ.
Окна среднеповоротные ОСВ для проемов 18М . 21М и шириной 15М без ф рамуг дают возможность делать сплошное ленточное осте кление в зданиях каркасной конструкции с двухрядной разрезкой навесных панелей.
Окна с проемом шириной 13,5М можно устанавливать рядом и этим самым заполнить проем шир иной 27М .
Для окон с клапанами принята ш ирина проема 12М , 15М , 18М , 21М, а высота 12М и 15М ; для остальных окон, в том числе и с фрамугами, ширина проема принята 13. 5М , 15М , 18М , 21М , высота 18М , 21М . Общий вид и сечения окон показаны на рис. 82.
Окно деревянные дл я зданий промышленных предприятий (ГОСТ 12506—67) предназначены для заполнения оконных проемов в зданиях л юбой этажности. По этому ГОСТу окна подразделяются на две серии: Н —с наружным открыванием створок, В—с внутренним открыванием створок.
Окна серии Н изготовляют без наплава с одинарными или со спаренными переплётами, серии В—с наплавом со спаренными переплетами.
В одноэтажных зданиях рекомендуется применять окна с наружным и внутренним открыванием створок, а в многоэтажных —с внутренним открыванием.
Оконные проемы в зданиях промышленных предприятий могут заполняться одним или несколькими оконными бл оками по высоте и ширине
Оконные блоки обозначают марками, состоящими из буквенных индексов и цифр. Буквенные индексы обозначают Н — наружное открывание , В — внутреннее открывание, С — спаренные переплеты
Цифра, стоящая после буквенн ых индексов, обозначает номер блока, а цифра, стоящая после дефиса, — ширину брусков коробок в миллиметрах. Например, марка оконного блока НС6-124 обозначает, что оконный блок наружного открывания, спаренной конструкции, типа 6 с шириной коробки 124 мм .
Оконные блоки при заполнении проемов по высоте одним бл оком имеют сл едующие размеры: серии Н —высоту 1164, 1764 мм, ширину 1461, 2966 и 4490 мм, серии В—высоту 1182, 1782 мм, ширину 1445, 2693, 2943 мм, а при заполнении по высоте нескол ькими блоками имеют ра змеры: серии Н — высоту 1164, 1764 мм, ширину 2966 и 4490 мм; серии В—высоту 1182, 1782 мм, ширину 2693, 2943 мм.
|
Дл я жилых и общественных з даний, возводимых в I и II под зонах Северной строительно-климатической зоны, а также для районов с расчетной температурой наружного воздуха -40°С и ниже (при соответствующем обосновании) применяют деревянные окна и балконные двери с тройным остеклением и тройным уплотнением притворов (ГОСТ 16289—70) (рис. 83). Для жилых зданий применяют окна одностворчатые с узкими створками высотой 863, 1163, 1463 мм и шириной 880, 1154, 1329, 1379, 1479, 2072 мм и окна с форточками – полустворками высотой 1163, 1463 мм и шириной 1154, 1329, 1379, 1479, 2072 и 2172 мм. | 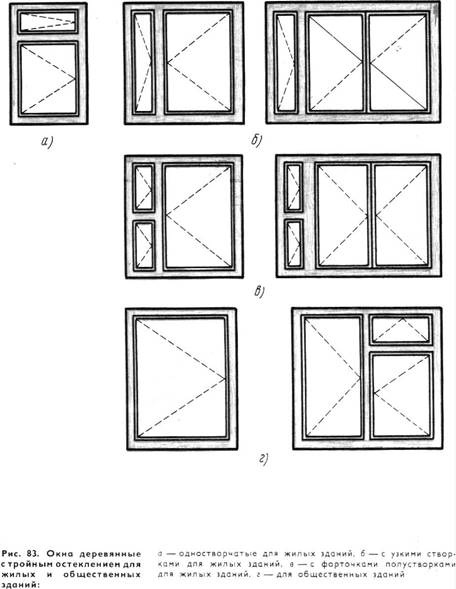 |
Дл я общественных зданий применяют окна высотой 1758 мм и шириной 875, 1150, 1350 и 1758 мм. Балконные двери для жилых и общественных зданий имеют высоту 2198, 2398 мм, ширину 700 и 875 мм.
Створки спаренных переплетов высотой более 1400 мм или шириной более 800 мм (при высоте более 1000 мм) навешивают но три петл и—две верхние и одну нижнюю, двери балконные — на три петли, располагаемые равномерно по высоте.
Для заполнения оконных проемов в животноводческих и птицеводческих зданиях применяют окна, изготовле нные по ГОСТ 16470—70. В соответствии с этим ГОСТом окна бывают: с одинарными переплетами — с глухим, наружным или внутренним открыванием створок, со спа ренными переплетами—с внутренним открыванием створок, с раздел ьными переплетами—с открыванием створок в разные стороны.
Изготовление и сборка оконных блоков с раздельными переплетами
Изготовляют столярные изделия, в том числе оконные блоки, в основном на деревообрабатывающих предприятиях. На этих предприятиях древесину обрабатывают на поточных и полуавтоматических линиях с применением специализированного оборудова ния.
На предприятиях с небольшим объемом производства оконные блоки изготовляют на поз иционных станках общего назначения.
Предусмотрено, что предприятия пол учают обрезные пиломатериалы, которые раскраивают на полуавтоматической линии для поперечного раскроя пиломатериалов. Она состоит из последовательно расположенных: роликового конвейера, круглопильного станка Ц ПА-40 (с механизированной подачей), конвейера, желоба, прирезного станка с гусеничной подачей ЦДК-4-2 и конвей ера. Пиломатериалы кладут на приводной роликовый конвейер, прижимают к направл яющей линейке и подают к упору, при этом пиломатериал, прижатый к упору, нажимает на кнопку, вмонтированную в нем, которая включает электродвигатель привода круглопильного станка для поперечного раскроя. Одновременно с этим останав ливается роликовый конвейер. Вместе с включением пилы подается суппорт с вращающ имся пильным диском и доски разрезаются. После торцовки суппорт пилы воз вращается в исходное положение и приводит в действие сбрасыватель, которым отрезанный кусок доски подается на ленточный конвейер. С торцованный кусок доски по ширине раскраивают на прирезном станке ЦДК-4-2.
Заготовки, полученные после раскроя досок, поступают на полуавтоматическую линию по обработке брусковых детал ей.
В линии по обработке брусковых деталей последовательно расположены фуговаль ный, че тырехсторонний продольно-фрезерный и шипорезный станки. Станки связаны между собой транспортными механизмами. Но этой линии обрабатывают бруски окон, коробки с четырех сторон с созданием профиля, а также зарезают шипы. На предприятиях, где нет таких линий, пиломатериалы раскраивают по длине на заданный размер на круглопильных станках для поперечного раскроя ЦПА-40, а по ширине—на круглопильных станках для продольного раскроя ЦДК-4-2. При ра скрое пиломатериалов в первую очередь выкраивают длинные детали, бол ее короткие детали получают попутно или после отбраковки длинных детале й. Очень короткие детали (менее 500 мм) заготовляют в кратных размерах, так как их трудно обрабатыв ать короткими.
При раскрое по длине к заданному размеру нужно добавлять припуск на да льнейшую оторцовку (ГОСТ 7307—66).
Брусковые детали обрабатывают следующим образом. Пласти и кромки у покоробленных брусков фугуют на фуговальных станках, после чего их ф резеруют на четырехсторонних продольно-фрезерных станках. Детали оконных коробок с большим сечением фрезеруют на мощных станках С26-2.
Сучки заделывают после обработ ки деталей на линии, так как после обработки лучше видны дефектные места. На некоторых заводах сучки заделыва ют до обработки, — в результате деталь получается более чистой, так как пробки счищают в процессе обработки детали на продольно-фрезерном станке. Порядок заделки сучков (до ил и после фрезерования) зависит от местных условий завода. Заделывать сучки, трещины, червоточины, отколы и отщепы допускае тся только при условии тщательного выполнения работ с зачисткой мест заделки.
На тех заводах, где имеются четырехсторонние продольно-фрезерные станк и с пятью валами, бруски обвязки переплетов, отлив и нащельник можно заготовлять в кратных размерах по ширине, с тем, чтобы на станке одновременно обрабатывать по два бруска и, устанавли вая строгальную пилу на пятом горизонтальном валу, разрезать их после фрезерования по ширине.
Торцуют нащельники, отливы и раскладки по стеклу на универсальном станке или на специальном станке для усовки.