Реферат: Износ деталей промышленного оборудования
* Задир — повреждение поверхности трения в виде широких и глубоких борозд в направлении скольжения. мерный, так как подавляющая часть деталей, обрабатываемых на станках, имеет меньшую длину, чем ходовой винт. Сильнее изнашивается та часть резьбы, которая работает больше. Гайки ходовых винтов изнашиваются быстрее, чем винты. Причины этого таковы: резьбу гаек неудобно очищать от загрязнений; гайки в ряде случаев неудовлетворительно смазываются; у гайки, сопряженной с винтом, участвуют в работе все витки резьбы, тогда как у винта одновременно работает только небольшая часть его витков, равная числу витков гайки.
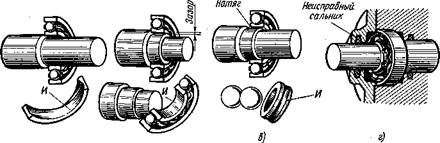
У дисковых муфт в результате действия сил трения наибольшему износу подвергаются торцы дисков (рис. 1, и); их поверхности истираются, на них появляются царапины, задиры, нарушается плоскостность.
В резьбовых соединениях наиболее часто изнашивается профиль резьбы, в результате в них увеличивается зазор. Это наблюдается в
а) б)
Рис. 2. Износ подшипников качения:
а — вследствие перекоса, б — при проворачивании внутреннего кольца на валу, в — из-за чрезмерного натяга, г — из-за неисправного сальника; И — места износа
сопряжениях не только ходовых, но и зажимных, например зажимных винтов часто отвертываемых крепежных болтов. Износ резьбовых соединений — результат недостаточной или, наоборот, чрезмерной затяжки винтов и гаек; особенно интенсивен износ, если работающее соединение воспринимает большие или знакопеременные нагрузки: болты и винты растягиваются, искажаются шаг резьбы и ее профиль, гайка начинает «заедать». В этих случаях возможны аварийные поломки деталей соединения. Грани головок болтов и гаек чаще всего изнашиваются потому, что их отвертывают несоответствующими ключами.
В шпоночных соединениях изнашиваются как шпонки, так и шпоночные пазы. Возможные причины этого явления — ослабление посадки детали на валу, неправильная подгонка шпонки по гнезду.
В подшипниках качения вследствие различных причин (рис. 2, а—г) износу подвержены рабочие поверхности — на них появляются оспинки, наблюдается шелушение поверхностей беговых дорожек и шариков. Под действием динамических нагрузок происходит их усталостное разрушение; под влиянием излишне плотных посадок подшипников на вал и в корпус шарики и ролики защемляются между кольцами, в результате чего возможны перекосы колец при монтаже и другие нежелательные последствия.
Различные поверхности скольжения также подвержены характерным видам износа (рис. 3). В процессе эксплуатации зубчатых передач вследствие контактной усталости материала рабочих поверхностей зубьев и под действием касательных напряжений возникает выкрашивание рабочих поверхностей, т. е. отделение частиц мате-
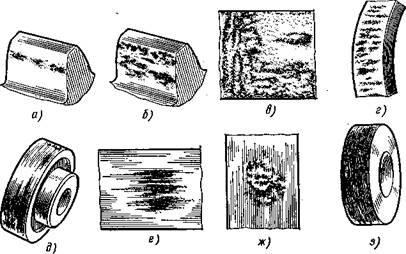
Рис.3. Характерные виды износа поверхностей скольжения:
а — выкрашивание, б — отслаивание, в — коррозия, г — эрозия, д — царапины, е — задиры, ж — налипание, з — глубинный вырыв материала и перенос его с другой поверхности трения риала, приводящее к образованию ямок на поверхности трения (рис. 3, а). Разрушение рабочих поверхностей зубьев вследствие интенсивного выкрашивания (рис. 3, б) часто называют отслаиванием (происходит отделение от поверхности трения материала в форме чешуек).
На рис. 3, в показана поверхность, разрушенная коррозией. Поверхность чугунного порошкового кольца (рис. 3, г) повреждена вследствие эрозионного изнашивания, которое происходит при движении поршня в цилиндре относительно жидкости; находящиеся в жидкости пузырьки газа лопаются вблизи поверхности поршня, что создает местное повышение давления или температуры и вызывает износ деталей. На поверхности тормозного барабана (рис. 3, д) показаны риски, которые появляются при воздействии на вращающийся барабан твердого тела или твердых частиц. Задиры (рис. 3, е) образуются в результате схватывания поверхностей при трении вследствие действия между ними молекулярных сил. На рис. 3, ж показана рабочая поверхность детали с налипшими на нее посторонними частицами, а на рис. 3, з— поверхность детали с износом при заедании в результате схватывания — глубинного вырыва материала и переноса его с другой поверхности трения.
Признаки износа
Об износе деталей машины или станка можно судить по характеру их работы. В машинах, имеющих коленчатые валы с шатунами (двигатели внутреннего сгорания и паровые, компрессоры, эксцентриковые прессы, насосы и др.), появление износа определяют по глухому стуку в местах сопряжений деталей (он тем сильнее, чем больше износ).
Шум в зубчатых передачах — признак износа профиля зубьев. Глухие и резкие толчки ощущаются каждый раз, когда меняется направление вращения или прямолинейного движения в случаях износа деталей шпоночных и шлицевых соединений.
Износ в сборочных единицах станка можно установить не только на слух, но и по виду поверхностей заготовок, обработанных, на этом станке. Если, например, при обработке заготовки на токарном станке на ее поверхности появляются через равные промежутки кольцевые выступы или впадины, то это означает, что в фартуке станка износились зубья реечного колеса и рейки; движение суппорта вместо плавного стало прерывистым. Этот дефект часто вызывается также износом направляющих станины и каретки суппорта, нарушающим соосность отверстий фартука и коробки подач, через которые проходит ходовой вал.
Следы дробления на обтачиваемом валике, установленном в коническом отверстии шпинделя, свидетельствует об увеличении зазора между шейками шпинделя и его подшипниками вследствие их износа. Если обрабатываемая на токарном станке заготовка получается конической, значит изношены подшипники шпинделя (главным образом передний) и направляющие станины, а если овальною— изношена шейка шпинделя, принявшая форму овала. Увеличение мертвого хода * укрепленных на винтах рукояток сверх допустимого — свидетельство износа резьбы винтов и гаек.
Об износе деталей машин часто судят по появившимся на них царапинам, бороздкам и забоинам, а также по изменению их формы. Детали машин, работающие со значительными знакопеременными нагрузками, осматривают через увеличительное стекло (лупу), проверяя, нет ли у них мелких трещин, которые могут послужить в дальнейшем причиной поломки. В некоторых случаях проверку осуществляют с помощью молотка: дребезжащий звук при обстукивании детали молотком свидетельствует о наличии в ней значительных трещин.
О работе сборочных единиц с подшипниками качения можно судить по характеру издаваемого ими шума. Лучше всего выполнять такую проверку специальным прибором — стетоскопом. При его отсутствии пользуются металлическим прутком, который приклады-
* Под мертвым ходом подразумевают некоторый свободный угол поворота рукоятки, прежде чем она заставит двигаться соединенную с ней деталь. Для суппорта токарного станка допустимый мертвый ход рукоятки — */4о оборота винта. вают закругленным концом к уху, а заостренным — к тому месту, где находится подшипник: при нормальной работе слышен слабый шум — равномерное тонкое жужжание; если работа подшипников нарушена, возникают сильные шумы. Свист или резкий (звенящий) шум указывает на отсутствие в подшипнике смазки либо на защемление шариков или роликов между беговыми дорожками внутреннего и наружного колец. Гремящий шум (частые звонкие стуки) означает, что на шариках, роликах или кольцах появились язвины либо в подшипник попала абразивная пыль или грязь. Глухие удары сигнализируют об ослаблении посадки подшипника на валу и в корпусе.
Работу подшипника можно проверять и по нагреву, определяемому на ощупь наружной стороной кисти руки, которая безболезненно выдерживает температуру до 60 °С. Так, например, определяют повышенный нагрев подшипников, который может быть следствием защемления шариков или роликов между беговыми дорожками в результате отклонения от соосности опор или возникать из-за отсутствия смазки (особенно в тех случаях, когда вал вращается с большой частотой). Перегрев подшипника может появиться при больших частотах вращения вала также в случае избытка смазочного масла или его повышенной вязкости, создающей дополнительное сопротивление вращению вала. Значительный нагрев вызывает ускоренный износ подшипников.
Тугое проворачивание вала свидетельствует об отсутствии соосности между ним и подшипником или о чрезмерно тугой посадке подшипника на валу или в корпусе. Дребезжащий стук в цилиндре компрессора сигнализирует о поломке или повышенном износе поршневых колец, а глухой — об износе поршня и цилиндра. Стук маховика может быть следствием нарушения его посадки на валу. Недостаточное давление в пневмосистеме является результатом утечки сжатого воздуха из соединений трубопроводов, пробуксовки приводных ремней, износа цилиндра, поршня и других деталей компрессора.
Особенности выбора материалов при ремонте
Одним из критериев выбора материалов для изготовления новых деталей при ремонте является износостойкость, которая в основном определяется твердостью/Если твердость материала сопрягаемых деталей выше твердости абразива, то износ мал 7 Износостойкость может достигаться и таким образом: одну деталь (например, вал) выполняют из материала высокой твердости, а другую (подшипник скольжения) — из мягкого антифрикционного (бронзы, баббита, металлокерамики и др.), в зависимости от условий эксплуатации и требований, предъявляемых к деталям, выбирают материал для изготовления последних. Например, к твердости шеек шпинделей (легких и средних), работающих в подшипниках скольжения, предъявляют повышенные требования, поэтому их закаливают ТВЧ, достигая твердости НКС 54—60; шпиндели изготовляют из стали
40Х. Такие же шпиндели, работающие в подшипниках качения, изготовляют из стали 45 и улучшают термообработкой до НКС 23-27.
Ходовые винты (средние и легкие) токарных станков должны обладать высокой износостойкостью и минимально деформироваться. Их изготовляют из стали 45, подвергая сначала предварительному, а затем вторичному отжигу после обдирки. Червяки, работающие на больших скоростях,, изготовляют из стали 12ХНЗА, цементируют и закаливают с низким отпуском до НКС56; червяки, работающие на средних скоростях, выполняют из стали 45 и закаливают с отпуском до НRС 23—30. Пружины изготовляют из стальной (марки 65Г) проволоки диаметром менее 6 мм, затем подвергают закалке и отпуску до HRC 58—62.