Реферат: Изучение ассортимента и потребительских предпочтений обуви мужской сезон весна-осень
Метод горячей вулканизации дает прочное и монолитное соединение резиновой подошвы с верхом. Сырая резиновая смесь формуется в специальной пресс-форме, имеющей контур и профиль подошвы. Отформованный низ вулканизируется и прикрепляется к заготовке, затянутой на стельку. Вулканизация происходит при соответствующей температуре и под давлением. На подошве заметны следы от пресс-формы.
Литьевой метод. При литьевом методе подошва обуви формуется в пресс-форме из пластмасс, термоэластопластов; таким способом изготавливается обувь с верхом из хромовых кож, а также цельноформованная обувь пляжного и спортивного назначения.
Ниточные методы крепления
Обувь ниточных методов крепления имеет высокие потребительские свойства, красивый внешний вид, но из-за пониженной водостойкости низа и ухудшения износостойкости ниточной крепления во влажных условиях предназначена для носки в весенне-летний период.
Рантовой метод (рисунок 1).
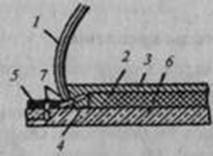
Рисунок 1. Рантовой метод крепления: 1 - заготовка верха обуви; 2 - простилка; 3 - стелька; 4 - губа стельки; 5 - рант; 6 - подошва; 7 - ниточные швы
Обувь рантового метода отличается высокими эксплуатационными свойствами, прочностью, эластичностью, гибкостью, гигроскопичностью, имеет хорошие теплозащитные свойства. Рант совместно с затяжной кромкой заготовки сначала сшивают с губой стельки, а затем пришивают подошву к ранту двухниточным швом. Шов, проходящий через рант, затяжную кромку заготовки и губу стельки, эластичен и защищен от износа подошвой и стелькой.
Недостаток этого метода - трудоемкость и большой расход высококачественных подошвенных и стелечных материалов.
Рантово-прошивной метод (рисунок 2) отличается от рантового отсутствием губы у стельки. Рант, кромка заготовки и стелька прошиваются нитками насквозь. Ниточный шов на стельке испытывает действие пота и трения, поэтому по эксплуатационным свойствам этот метод уступает рантовому. Этот метод применяют редко.
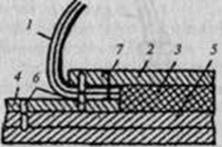
Рисунок 2. Рантово-прошивной метод: 1 - заготовка; 2 - стелька; 3 - простилка; 4 - рант; 5 - подошва; 6 - ниточные швы; 7 - затяжной текс
Сандальный метод (рисунок 3). Затяжную кромку заготовки отгибают наружу, наложенный со стороны верха рант сшивается с кромкой заготовки и с подошвой по всему периметру. В сандальной обуви нет стельки и нет подкладки. Обувь легкая, гибкая, но имеет низкую износостойкость.
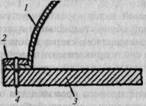
Рисунок 3. Сандальный метод: 1 - заготовка; 2 - рант; 3 - подошва; 4 - ниточный шов
Выворотным методом изготавливают спортивную обувь, чувяки. Подошву с заготовкой скрепляют в вывернутом состоянии, а затем выворачивают лицевой стороной кверху.
Бортовой метод (рисунок 4). Кожаную подошву формируют для образования борта. Кожаной лентой скрепляют полученный борт подошвы с кромкой заготовки. Обувь бортового метода легкая, удобная. Подошва может быть кожаной или полимерной.
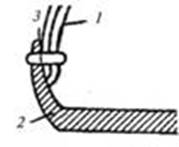
Рисунок 4. Бортовой метод: 1 - заготовка; 2 - подошва; 3 - кожаная лента для крепления
Комбинированные методы крепления подошв
В комбинированных методах сочетаются два метода, обычно ниточный с клеевым.
Рантово-клеевой. В этом методе к одному слою подошвы приклеивается второй.
Строчечно-клеевой метод характеризуется наличием между верхом и подошвой обуви специальной платформы, обтянутой мягким обувным материалом; сверху к обтяжке пристрачивают: материал верха, а снизу приклеивают подошву.
Применяют сандально-клеевой, строчечно-литьевой, клеепрошивной и другие методы.
Технологический процесс производства обуви завершается отделкой. После отделочных операций обувь приобретает товарный вид. Обувь маркируют, упаковывают и отправляют на склад готовой продукции.
1.5 Материалы, используемые для производства мужской обуви
Материалы для низа обуви .
Резины изготовляют из натурального или синтетического каучука, вулканизирующих веществ и других полезных добавок.
Полезные добавки - ускорители, наполнители, мягчители, противостарители, порообразователи, красители и регенерат (измельченные бракованные резиновые изделия или бывшие в употреблении).
Вырабатывают резины подошвенные, каблучные, набоечные и др.