Реферат: Извлечение кадмия из колошниковой пыли
Плавку сплавов на основе олова на чистых металлах можно вести без применения защитных флюсов, так как эти сплавы имеют низкую склонность к окислению и насыщению газами. Если в состав шихты входят отходы и возврат, то плавку проводят под слоем древесного угля. Перед разливкой сплав рафинируют, хлористым аммонием [ 0,1-0,15 % (мас. доля)]. Иногда применяют фильтрование.
При плавке антифрикционных сплавов на основе олова (баббитов) необходимо соблюдать определенный порядок загрузки шихты. Сначала загружают медносурьманистую лигатуру, сурьму и часть олова (около 1/3 массы шахты). Шахту покрывают слоем древесного угля, расплавляют и нагревают до 600-700 о С. После этого удаляют шлак и древесный уголь и в несколько приемов вводят остальное олово. Рафинируют сплав при 475-500 о С введением 0,1-0,15% (мас. доля) хлористого аммония или пропускают через зернистые фильтры (из магнезита, хлористого натрия и других веществ) с размером зерен 2-4 мм в поперечнике. После рафинирования сплав должен выстояться 10-120 мин, после чего сплав разливают в изложницы.
Технология плавки припоев и сплавов для литья под давлением та же, что и технология плавки антифрикционных сплавов.
Сплавы на основе свинца почти не поглощают газов. Особенностью их является склонность к ликвации поп плотности. Плавку ведут под слоем древесного угля толщиной 10-15 мм.
Для плавки свинцовосурьмянистых и свинцовосурьмянооловянных баббитов в качестве шихтовых материалов используют олово, свинец, сурьму, сурьмяный свинец, кадмий, мышьяк, лигатуры: Cu - Sb (50/% Sb); Sb - Te (30% Te); Sn - Sb - Ni (30% Sb; 10% Ni), подготовительные сплавы, полученные переплавкой отходов. Особенность плавки этих баббитов состоит в порядке загрузки шихты. Одновременно загружают тугоплавкие компоненты шихты (сурьму, лигатуры: Sn - Sb - Ni и Cu - Sb) и 10-20 % (мас. доля) легкоплавких компонентов шихты (свинца, вторичных сплавов, сурьмянистого свинца). Загруженную шихту засыпают углем, расплавляют и при 600 о С вводят кусковый или порошкообразный мышьяк. После этого загружают оставшуюся часть легкоплавкой шихты. Последними при 420-450 о С вводят кадмий, теллур и олово; выдерживают сплав 10-15 мин, перемешивают и рафинируют хлористым аммонием [0,15% (мас. доля)]. Через 10-15 мин при температуре 420-450 о С проводят разливку при постоянном перемешивании для получения однородных по составу слитков. При расчете шихты угар сурьмы принимают равным 7-10, а теллура 15-20% (мас. доля).
При плавке типографических сплавов в очищенный тигель загружают 3/4 свинца или типографической сыпи; расплавляют шихту, поверхность расплава покрывают древесным углем (толщина слоя 10-15 мм) и при 500-550 о С в расплав водят сурьму или медносурьминистую лигатуру. После растворения сурьмы добавляют оставшийся свинец. Рафинирование расплава проводят хлористым аммонием 10,1-0,3% (мас. доля) или "дразнением" куском древесины в течение 30-50 мин.
Для удаления цинка и алюминия из свинцовых сплавов их продувают водяным паром через стальные трубки при 500-550 о С в течении 0,5-2 ч. Железо, никель и медь удаляют введением с помощью колокольчика серы. Образующиеся при 500-600 о С сульфиды всплывают на поверхность ванны.
Температура сплавов в процессе плавки не должна превышать 400-450 о С за исключением сплавов, содержащих в составе сурьму и медносурьмянистую лигатуру
Плавка кадмия и его сплавов проходят при высоком давлении пара металла, что обуславливает большие потери металла на испарение. Пары кадмия и оксида токсичны. В связи с этим перегрев расплавов не должен превышать 550 о С. Кадмий в процессе плавки интенсивно окисляется. Для снижения окисления в расплав необходимо вводить небольшие добавки магния (0,05 % массы кадмия). Плавку ведут под слоем древесного угля. После расплавления кадмия в расплав вводят магний. Легирующие компоненты добавляют при 480-500 o С, затем счищают шлак, засыпают порцию древесного угля и после охлаждения до 370 о С разливают по формам.
Для плавки кадмиевых сплавов должны быть предусмотрены изолированные помещения, оборудованные эффективными вентиляционными установками для очистки воздуха от токсичных выделений.
Глава 4. ИЗВЛЕЧЕНИЕ КАДМИЯ ИЗ КОЛОШНИКОВОЙ ПЫЛИ УСТАНОВОК ДЛЯ РАФИНИРОВАНИЯ ЦИНКА
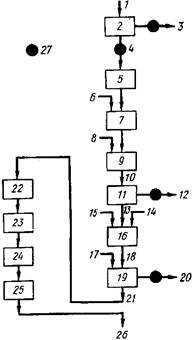
Рис. 1. Схема подсистемы для выделения побочного продукта — кадмия: 1 — Дым, образующийся при обжиге и спекании 540 т в день цинкового концентрата, содержащего 0,25 % Cd; 2 — отделение колошниковой пыли в мешочных фильтрах или в электрофильтрах; 3 — отвод SO, к установке для получения кислоты; 4 — 12 т колошниковой пыли, содержащей 9,6 % Cd, при удалении 95 % Cd при обжиге и спекании и улавливании 90 % дыма в пылесборниках; 5 — уплотнение, упаковка и транспортировка колошниковой пыли; 6 — вода; 7 — измельчение; 8 — серная кислота — 2 части H2 SOj на 1 часть (по массе) Cd; 9— выщелачивание для растворения Cd; 10 — взвесь сульфата кадмия; // — фильтрование; 12 — сульфат свинца на плавку Для выделения свинца, серебра и золота; 13 — раствор сульфата кадмия; 14 — хлорат натрия (Fe2+ , Fe1+ ) — I часть на 2 части (по массе) Cd; 15 — оксид цинка — 0,75 части на 1 часть (по массе) Cd; 16 — осаждение примесей (медь, мышьяк, сурьма, железо, никель, кобальт, таллий, серебро); 17 — цинковая пыль — 1 часть на I часть (по массе) Cd; 18 — очищенный раствор сульфата кадмия; 19 — осаждение кадмия; 20 — товарный раствор сульфата циика; 21 — губчатый кадмий; 22 — центрифугирование; 23 — промывка; 24 — брикетирование; 25 -— дистилляция; 26 — производится 1 кг в день металлического кадмия (99,97 %) при степени извлечения кадмия из колошниковой пылн 95 %; 27 — место отделения побочных продуктов
К числу кадмийсодержащих материалов, получаемых в качестве побочных продуктов при переработке цинка, свинца и меди, относится пыль, образующаяся в печах для обжига, в сушильных печах и в установках для спекания. Сюда же относятся цинковая пыль, получаемая при дистилляции цинка, кадмиевая фракция получая конечный продукт — кадмий высокой чистоты. Кадмий высокой чистоты для специальных целей может быть получен при использовании методов вакуумной дистилляции, зонной рекристаллизации, ионного обмена и других. Возможно, следует упомянуть о том, что стадия металлургической обработки кадмия играет очень важную роль при принятии решения о целесообразности переработки кадмийсодержащих остатков в пылеуловителях. Процесс переработки должен быть экономически оправданным и требуемые дополнительные расходы должны компенсироваться стоимостью получаемого металлического кадмия. Однако данная стадия обработки не является независимой от предыдущих стадий. Количество кадмия в цинковом концентрате определяется не только содержанием кадмия в рудах, но и характером предыдущих металлургических процессов.
Метод селективной флотации позволяет определить какое количество кадмия переходит в цинковый концентрат при гидратации свинцово-цинковых руд. Для максимального перевода кадмия в цинковый концентрат необходимо добиваться возможно более эффективного оседания цинк-кадмиевых минералов в цикле флотации свинца.
Кроме того, необходимо проводить длительную и эффективную активацию перед флотацией цинка. Концентрация кадмия в продукте после флотационного разделения зависит от степени насыщения индивидуальных частиц в процессе флотации.
Таким образом, процесс гидратации существенно влияет на экономичность процесса извлечения кадмия, хотя решение о выделении кадмия принимается на плавильных или рафинировочных заводах.
Первой стадией переработки кадмийсодержащих материалов в процессе, показанном на рис. 2, является конденсация паров кадмия с последующей упаковкой и транспортировкой осадка. Эта стадия не всегда является необходимой, поскольку многие установки по производству кадмия находятся рядом с источником сырья. Однако известны и случаи транспортировки колошниковой пыли. Так, кадмиевая пыль, полученная на цинкоплавильном заводе Нью Джерси в г. Депью, штат Иллинойс транспортировались для извлечения кадмия в г. Пальмертон, штат Пенсильвания. Значительная часть кадмия, производимого в Соединенных Штатах, получается из колошниковой пыли, импортированной с мексиканских плавильных заводов.
Колошниковую пыль, содержащую кадмий, обрабатывают серной кислотой для растворения кадмия. Серную кислоту добавляют в таких количествах, чтобы обеспечить полную экстракцию кадмия и других компонентов, растворимых в кислоте. Свинец остается в виде осадка сульфата, который отфильтровывается и направляется на плавильный завод для извлечения свинца, золота, серебра, а в случае наличия — также и селена, теллура и индия.
Раствор сульфата кадмия очищают нейтрализацией. Нейтрализация приводит к осаждению железа, мышьяка и некоторых других элементов. В качестве нейтрализующего агента на схеме приведен оксид цинка, который осаждает железо в виде гидроксида. Соединения железа (II) переводят в железо (III) путем окисления хлоратом натрия; это необходимо для более полного осаждения железа. Оксид цинка также осаждает мышьяк, сурьму, индий, галлий, германий и таллий, если они присутствуют в смеси. Наличие других примесей может потребовать дополнительной обработки. Так, например, медь можно осадить цинковой пылью.
После очистки раствора сульфата кадмия кадмий осаждают, добавляя пыль металлического цинка. Осадок кадмия представляет собой пористую массу, которая может быть отделена от раствора сульфата цинка центрифугированием или фильтрованием. В некоторых случаях осадок кадмия необходимо заново растворить в серной кислоте и осадить повторно для получения более чистого продукта пригодного для дистилляции. Цинк остается в растворе в виде сульфата цинка. В схеме, показанной на рис. 26, при проведении этой стадии процесса добавляют цинковую пыль. В некоторых производствах применяют гранулированный цинк, однако широкого распространения он не получил.
В кадмиевой подсистеме осадок кадмия очищают, причем для этой цели чаще используется дистилляция, чем электролитические методы. Осадок кадмия промывают, прессуют в брикеты и помещают в обогреваемые реторты. На выходе из реторты помещен чугунный цилиндр, в котором конденсируются пары кадмия. Дистилляция является периодическим процессом и проводится циклами по 20 ч. Остаток в количестве 10 % от загрузки направляется на редистилляцию.
На схеме показана подсистема, предназначенная для переработки в день 12 т колошниковой пыли, содержащей 1050 кг кадмия. Эта колошниковая пыль получается при обжиге и спекании 540 т цинковых концентратов, содержащих 1225 кг кадмия. Наибольшие потери кадмия в описанной системе происходят на стадии выделения кадмия из концентратов (извлечение кадмия 95 %) и при улавливании кадмийсодержащих материалов пылеуловительной системой (извлечение кадмия 90 %). Таким образом, суммарная степень извлечения кадмия на первой стадии составляет 85 %. Основным фактором, влияющим на степень извлечения, является эффективность пылеуловительной системы.
Считается, что степень извлечения в самой системе переработки кадмия равна 95 %; эта величина достигается, очевидно, и в промышленных установках.
ЛИТЕРАТУРА
1. Дзлиев И.И. Металлургия кадмия. М.: Металлургиздат, 1962.
2. Крестовников А.Н. Кадмий. М.: Цветметиздат, 1956.
3. Крестовников А.Н. Каретникова В. П. Редкие металлы. М.: Цветметиздат, 1966.
4. Лебедев Б.Н. Кузнецова В.А. Цветные металлы. М.: Наука, 1976.
5. Любченко В.А. Цветные металлы. М.: Наука, 1963.