Реферат: Хонингование
Содержание
1. Общие признаки процесса хонингования……………….
2. Области применения операции хонингования………….
3. Особые случаи хонингования…………………………….
4. Инструмент для хонингования……………………………
5. Электрохимическое хонингование……………………….
Список используемой литературы…………………………...
2
4
5
7
12
14
1. Общие признаки процесса хонингования
В настоящее время в серийном и массовом производстве при изготовлении ответственных деталей предъявляются высокие требования к точности и шероховатости поверхности: некруглость менее 1 мкм, волнистость менее 0,2 мкм, нецилиндричность и непрямолинейность образующей менее 2—5 мкм, параметр шероховатости Ra = 0,02- 0,8 мкм, отсутствие дефектного слоя металла (структурно-фазовых изменений, напряжений растяжения, микротрещин), определенные значения параметров формы микронеровностей и опорной поверхности.
Обеспечение этих требований достигается с помощью таких процессов абразивной обработки, как хонингование брусками из традиционных и сверхтвердых абразивных материалов. Этот процесс относят к процессу доводки; хонингование производится при одновременно выполняемых вращательном и возвратно-поступательном движениях инструмента (головки с брусками). На рис.1 приведена схема рабочего движения. Подача (разжим) брусков в радиальном направлении при хонинговании производится либо непрерывно, под воздействием постоянного усилия, либо периодически, на каждый двойной ход хонинговальной головки.
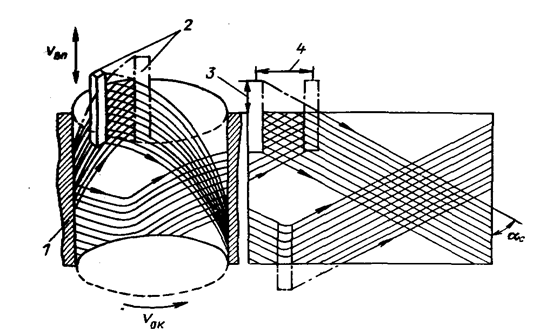
Рис. 1 Схема движений бруска и детали при хонинговании:
1 — деталь; 2 — брусок; 3 — перебег; 4 — перекрытие (Vок — окружная скорость, Vвп — скорость возвратно-поступательного движения, αс — угол сетки)
При контакте рабочей поверхности бруска с обрабатываемой поверхностью заготовки происходит царапанье металла одновременно большим числом абразивных частиц. Размер таких частиц при хонинговании составляет 20—100 мкм, среднее число частиц на поверхности бруска 20—400 зерен на 1 мм2 . Основными видами взаимодействия абразивных зерен с металлом являются микрорезание со снятием тончайших стружек и трение с пластическим оттеснением металла. Для интенсивного резания необходимо, чтобы абразивный брусок самозатачивался путем скалывания и вырывания затупившихся зерен из связки. При использовании брусков из сверхтвердых абразивных материалов (алмаза, эльбора) зерна длительное время сохраняют свою остроту, преобладает микроскалывание зерен, а не вырывание их, что значительно повышает стойкость брусков.
Путем выбора оптимальных характеристик брусков и регулирования параметров обработки (скорости, давления) можно управлять процессом обработки, осуществляя на первой стадии непрекращающееся резание металла в течение достаточно длительного времени, необходимого для исправления погрешностей формы заготовки, удаления исходной шероховатости и дефектного слоя. Скорость съема металла при этом составляет 2—4 мкм/с. Для получения поверхности с малой шероховатостью (Ra= 0,1—0,3 мкм при хонинговании), а также для создания благоприятного микрорельефа поверхности деталей и упрочненного поверхностного слоя металла процесс обработки на заключительной стадии может быть переведен в режим преобладающего граничного трения, при котором съем металла резко сокращается, а брусок выглаживает обрабатываемую поверхность. Такой переход можно осуществить, изменяя параметры обработки: повышая окружную скорость заготовки или инструмента, снижая давление бруска и частоту колебаний бруска.
Ранее применявшийся процесс обработки брусками с самопрекращением резания и съема металла был неуправляемым и не мог обеспечивать стабильного качества деталей, так как самопрекращение съема металла часто происходит значительно раньше, чем удаляется припуск, необходимый для исправления погрешностей формы и устранения дефектного слоя.
В отличие от шлифования, при котором контактная поверхность составляет незначительную часть рабочей поверхности круга, при хонинговании брусок постоянно соприкасается с деталью по всей рабочей поверхности, причем в начальный момент времени брусок прирабатывается к обрабатываемой поверхности. Такой контакт пары брусок — заготовка способствует повышению производительности обработки и точности формы деталей. Давление при хонинговании на поверхности контакта бруска с деталью составляет 0,1—1 МПа, что в 10—100 раз меньше, чем давление при шлифовании. Скорость резания при обработке брусками 10—100 м/мин, т. е. в 15—100 раз ниже, чем при шлифовании. В результате при хонинговании тепловыделение в зоне обработки значительно ниже, чем при шлифовании, а контактная температура не превышает 150—200 ° С. Таким образом, отсутствуют физические причины образования в поверхностном слое микротрещин и прижогов, а также остаточных напряжений растяжения.
При хонинговании в системе поддержания контакта бруска с деталью контакт замыкается кинематически, с помощью клиновой пары, жесткость системы прижима брусков высока, сила резания при наличии погрешностей формы заготовки непрерывно изменяется. Имеется ряд современных хонинговальных станков, на которых заготовка или хонинговальная головка также совершает дополнительное колебательное движение; такой процесс назван вибрационным хонингованием. Этот процесс особенно эффективен при хонинговании глухих отверстий.
Процесс хонингования используют главным образом как способ обработки отверстий. В настоящее время разработаны и используются станки и головки для наружного хонингования.
Хонингование применяют, для получения поверхностей с шероховатостью Ra= 0,16…0,32 мкм, в последнее время разработаны мелкозернистые бруски, с помощью которых осуществляется отделочное хонингование Ra= 0,06…0,1 мкм.
Таким образом, хонингование представляет собой процесс обработки связанный закрепленными абразивными зернами, осуществляемого с помощью инструмента – брусков – при относительно низких скоростях и давлениях в условиях одновременного контакта всей рабочей поверхности инструмента с заготовкой.
2. Области применения операции хонингования
Хонингование применяется в основном как окончательная операция обработки высокоточных отверстий в деталях и является более эффективной технологической операцией, чем притирка и полирование абразивными пастами и суспензиями. Как правило, хонингование производят после операций шлифования, растачивания, зенкерования, развертывания, протягивания; в некоторых случаях черновое хонингование заменяет операции шлифования. Диапазон размеров хонингуемых отверстий очень широк: диаметр от 5 до 500—800 мм, длина до 20 м. Хонингованием обрабатывают сквозные и глухие цилиндрические отверстия с гладкой или прерывистой поверхностью (шпоночные пазы, кольцевые канавки), шлицевые отверстия, а также конические и некруглые отверстия в целях создания требуемого микрорельефа, для чего в хонинговальных головках имеются эластичные элементы системы прижима брусков. Хонингование часто используют для одновременной обработки нескольких соосных отверстий.
Хонингование получило широкое распространение в различных отраслях машиностроения при обработке гильз и блоков цилиндров двигателей, шатунов, зубчатых колес, цилиндров гидросистем и амортизаторов, деталей топливной аппаратуры, типа труб больших длин и диаметров и др. Существуют и получили практическое применение такие разновидности хонингования, как сухое (без применения смазочно-охлаждающей жидкости) хонингование статоров электродвигателей; электрохимическое хонингование отверстий большой длины; вибрационное хонингование, при котором хонинговальной головке или обрабатываемой детали сообщают дополнительно колебания частотой до 10— 15 Гц и амплитудой 5—10 мм. В качестве примера обработки хонингованием наружных поверхностей можно привести процесс алмазного хонингования пакетов поршневых колец.
3. Особые случаи хонингования
Хонингование получило наиболее широкое применение при обработке сквозных и глухих цилиндрических отверстий. В результате постоянного повышения требований к точности, качеству и экономичности обработки, а также благодаря большим возможностям алмазного инструмента область применения хонингования и его разновидностей существенно расширяется. Во многих случаях это позволяет создавать качественно новые технологические процессы, обеспечивающие повышение надежности и ресурса, ответственных сопряжении деталей машин.
Используются хонингование и некоторые его разновидности при обработке внутренних, наружных и плоских поверхностей. К их числу относится хонингование с дополнительными осциллирующими движениями, хонингование прерывистых (многоярусных) отверстий, комбинированное хонингование отверстия и прилегающего к нему торца, хонингование ограниченных сферических поверхностей, обработка рабочих поверхностей поршневых колец, алмазное зенкерование и развертывание.
К числу прогрессивных методов обработки относится хонингование с дополнительным осциллирующим движением. На основе исследований, проведенных в нашей стране и за рубежом, установлено, что введение в состав движений при хонинговании дополнительного осциллирующего (колебательного) движения позволяет повысить точность геометрической формы обрабатываемых отверстий, улучшить обрабатываемость труднообрабатываемых материалов и увеличить производительность металлосъема. Интенсификация процесса металлосъема в рассматриваемом случае происходит благодаря тому, что при правильном выборе параметров режима обработки процесс хонингования имеет незатухающий характер, и режущие зерна при своем движении не повторяют траекторий движения предыдущих зерен. В результате этого их режущие свойства используются в более полной мере
В используемых на практике способах хонингования осциллирующее движение дополняет возвратно поступательное движение. Однако введение колебательного движения в осевом направлении ограничено массой подвижных частей, а также снижением точности обработки ввиду переменности направления осевой силы и отклонений в величине перебега брусков По этим причинам механизмами осевой осцилляции оснащаются хонинговальные станки, предназначенные для обработки лишь коротких отверстий диаметром до 50 мм.
Для преодоления указанных недостатков и ограничений в Уфимском авиационном институте был разработан новый способ осуществления осциллирующего движения в хонинговальном станке, сущность которого состоит в наложении колебательного движения на вращение шпинделя станка При такой схеме осциллирующего движения все подвижные звенья имеют вращательное (или вращательно-качательное) движение, что позволяет применять опоры качения, обеспечить возможность плавного регулирования частоты и амплитуды колебаний, по мере необходимости производить включение или выключение осциллирующего движения, применять механизм осцилляции независимо от размеров хонинговального станка.
Лучшие результаты обработки получаются при однонаправленных траекториях движения режущих зерен, что при наличии осевой осцилляции невыполнимо Условием получения такой траектории при круговой осцилляции по синусоидальному закону является следующее неравенство
![]()
где λ—частота осцилляции, β—удвоенная амплитуда круговой осцилляции (в оборотах), n—частота вращения шпинделя, об/с
Дальнейшим развитием рассмотренных схем является хонингование с одновременно вводимыми осевой и круговой осцилляцией. Подобная схема обработки впервые была предложена в Пермском политехническом институте на основе использования кинематики плоскодоводочного станка с растровой траекторией. Траектории движения режущих зерен при различной кинематике хонингования показаны на рис 2. Обычная схема хонингования (рис 2, а) характеризуется типичной сеткой следов обработки в виде пересекающихся винтовых линий Траектории движения режущих зерен при наличии осевого или кругового осциллирования по синусоидальному закону представлены на рис. 2, б, в Они образу-
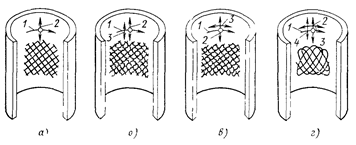
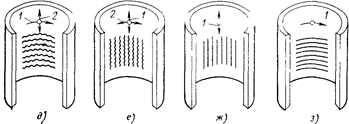
Рис 2 Траектории движения режущих зерен при различной кинематике процесса хонингования
ются в результате сложения основного и колебательного движений и имеют идентичный характер
--> ЧИТАТЬ ПОЛНОСТЬЮ <--