Реферат: Кинетические закономерности электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах
В соответствии с теорией метода тонкопленочной хронопотенциометрии количество электричества (qT), прошедшего через электрод при плотности тока i за время т: qt= ZFC0-i A73D, где X =10 мкм, толщина АОП; Со - объемная концентрация красящего катиона в слое АОП (моль / см3), связанная с объемным удельным зарядом qo соотношением: С0= qo / ZF-Зависимость qT-ip (рис.5) имеет вид прямых, по угловому коэффициенту наклона которых AqT/Aip рассчитывался коэффициент диффузии красящих катионов D=X / 3 (AqT/Aip),cM2/c.
3.2 Температура приэлектродного слоя на оксидированном А1 электроде в электролитах окрашивания.
Измерение температуры в приэлектродном слое показало, что в начальный момент спада тока температура приэлектродного слоя, в зависимости от Ек и состава раствора, может достигать 100°С. Для всех растворов окрашивания при катодной поляризации в потенциостатическом режиме как на начальном этапе процесса в условиях нестационарной диффузии, так и в условиях длительной поляризации изменение температуры AT в приэлектродном слое сильно зависит от длительности поляризации и величины катодного потенциала. Кривые ДТ - Е имеют автоколебательный волнообразный характер.
Сопоставление количества электричества, сообщенного электроду в процессе катодной поляризации - qKn, с количеством электричества получаемого с электродов при гальваностатическом разряде qT, показывает, что qKn значительно превышает qt. Это свидетельствует не только о том, что не все красящие катионы выходят из АОП при разряде, но позволяет предположить, что в процессе электролитического окрашивания принимают участие не только металлические ионы, но и ионы водорода. Разряжающиеся ионы водорода адсорбируются на электроде и проникают в глубь оксидной пленки, оказывая значительное влияние на ее объемный заряд. В случае АОП, сформированных в Н3Р04, красящие катионы более прочно связаны с веществом оксида, о чем свидетельствуют более низкие величины q0.
Это согласуется с представлениями о наличии структурных изменений в АОП, вызванных протеканием процесса окрашивания и образованием продуктов внедрения красящих катионов в АОП. Это могут быть соединения Mn2+, Mn4+; Cu+,Cu°; смеси оксидов общей формулы Ме2+ Ме23+04, где Ме2+ - Cu2+, Ni2+, Mn2+, Mg2+; Ме3+ - А13+. В структуре обратной шпинели Ме2+ [Ме2+ Ме3+] 04 половина ионов Ме2+находится в тетраэдрических пустотах, а остальные вместе с ионами Ме3+ - в октаэдрических. Наличие в масс-спектрах линий А ЮН, Н, ОН, ОН2, MgO, а также Mg, Си, Со указывает на участие ионов водорода и молекул воды в рассматриваемом процессе. Образование соединений шпинельного типа согласуется с высокими защитными свойствами окрашенных АОП.3.3 Роль протонодонорных частиц в процессе электролитического окрашивания АОП на А1 электроде
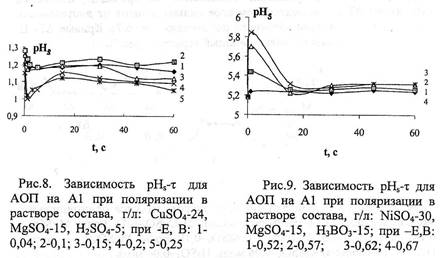
Исследования показали, что в процессе электрохимического окрашивания АОП в растворах минеральных солей в потенциостатическом режиме вместе с плотностью тока меняется pHs приэлектродного слоя (рис. 8-10). Величина рН исходного раствора CuS04 - 24 г/л, MgS04 - 15 г/л, H2S04-5 г/л составляет 1,26. В момент включения поляризующего тока при всех потенциалах окрашивания происходит подкисление приэлектродного слоя: pHs=l,18-l,03. С течением времени pHs увеличивается до 1,09-1,21. В исследованном диапазоне потенциалов возможно полное или частичное восстановление катионов меди. Зафиксированное подкисление приэлектродного слоя можно объяснить протеканием реакции: представлена зависимость рН5-т для АОП на алюминии в растворе состава, г/л: NiS04 - 30, MgS04 - 15, Н3В03-15 (рН=5,2). При включении поляризующего тока, вследствие протекания процесса разряда протоносодержащих частиц, наблюдается рост pHs до 5,4-5,8; затем рН, уменьшается и начиная с 15 с устанавливается в пределах 5,24-5,32, близких к рН в объеме раствора. Смещение потенциала в отрицательную сторону до - 2,32... - 2,52 В приводит к еще большему (до 5,5-5,9) подщелачиванию приэлектродного слоя в момент включения поляризации. Однако, через - 15 с pHs достигает исходных значений 5,2...5,3. Обнаруженный эффект может быть связан с ускорением процесса разряда ионов водорода. Более сложная картина наблюдается в растворах КМп04 (рис.10), когда pHs в объеме раствора составляет 1,15. В момент включения тока pHs достигает при Ек=1.22...1,12 В значений ~1,3±0,05. В первые 15 с происходит снижение pHs до 0,2 и в дальнейшем сильно зависит от потенциала, но со временем кривые рН8-т сближаются и стремятся к исходному значению рН в объеме.
Таким образом, при электрохимическом окрашивании АОП зависимость pHs от потенциала неоднозначна и носит автоколебательный, волновой характер. Это однозначно указывает на протекание в слое АОП твердофазных окислительно-восстановительных процессов с участием катионов окрашивания и ионов водорода. При этом носителями окраски являются не только зародыши металлических кристаллов, но и их оксиды и гидроксиды.
3.4 Исследование возможности использования гальваношламов как носителей катионов окрашивания при электрохимическом окрашивании анодных оксидных пленок на алюминии и его сплавах.
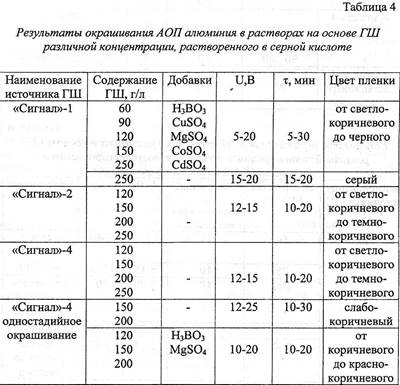
Исследование электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах в растворах, приготовленных на основе гальваношламов (ГШ) некоторых предприятий г. Энгельса, содержащих соединения меди, железа, никеля, цинка, хрома, кальция, подтвердило, что окрашивание АОП происходит по механизму электрохимического внедрения твердофазной диффузии. Независимо от состава ГШ формируются АОП одинаковой цветовой гаммы: от светло-коричневого до черного цвета.
Цвет интеркалата АОП обусловлен структурой и химическими свойствами соединений, образующихся в результате внедрения красящих катионов, сопровождающегося их частичным или полным
восстановлением. Анализ хода кривых при потенциалах, близких к равновесным значениям, показывает, что на начальном этапе внедряющиеся катионы металлов образуют в структуре АОП твердый раствор. Кривые i,t при потенциалах восстановления ионов железа фиксируют все стадии процесса внедрения.
Линейный характер зависимости указывает на диффузионную природу замедленной стадии суммарного процесса.
Исследование влияния технологических параметров на интенсивность цвета, светостойкость, шероховатость и коррозионную стойкость покрытий позволило установить, что исключение соли никеля из состава электролита и замена большей части сульфатов кобальта, меди и магния на гальваношлам не вызывает ухудшения свойств покрытия по сравнению с покрытием, формируемым в стандартном электролите.
Покрытия получаются интенсивного черного цвета, светостойкие, шероховатость 0,6-0,9 мкм, обладают высокой коррозионной стойкостью и хорошей воспроизводимостью свойств. Увеличение содержания гальваношлама в составе электролита окрашивания с 30 до 150 г/л позволяет снизить время окрашивания до 5 мин, а величину напряжения на ванне окрашивания до 3-5 В без ухудшения качества покрытия. Исключение из состава стандартного электролита солей никеля и магния приводит к изменению окраски с черного на коричневый. При увеличении напряжения на ванне окрашивания до 15 В интенсивность окраски также увеличивается, возрастает коррозионная стойкость. Повышение температуры до 30°С и последующая обработка в кипящей дистиллированной воде способствуют увеличению светостойкости, равномерности и коррозионной стойкости покрытия. При увеличении содержания ГШ в растворе окрашивания до 200 г/л равномерность окраски нарушается, снижается интенсивность, изменяется цвет от темно-коричневого до серого, увеличивается шероховатость поверхности. Качественные цветные АОП-покрытия можно получить и из растворов, приготовленных только на основе гальваношламов. При введении добавок MgS04, H3BO3 (10 г/л) формируются равномерные светостойкие покрытия интенсивного темно-коричневого, в отдельных случаях черного цвета.
Введение добавок сульфокислот позволяет расширить цветовую гамму и получить серые покрытия различных оттенков и рисунков. Разработанные на основе гальваношламов составы электролитов для электрохимического окрашивания анодных оксидных пленок отличаются высокой работоспособностью: в одном литре раствора можно
Основные выводы.
1. Изучено влияние состава электролита оксидирования на кинетику электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах в широком интервале потенциалов. Найдено, что по прочности связи красящего катиона с веществом оксида электролиты можно расположить в ряд.
2. Показано, что процесс электрохимического окрашивания АОП в растворах солей металлов подчиняется закономерностям катодного внедрения, а анодное растворение красящего катиона из АОП лимитируется стадией твердофазной диффузии. Рассчитанные коэффициенты диффузии красящих катионов имеют порядок.
3. Установлено, что процесс электрохимического окрашивания АОП сопровождается изменением температуры AT приэлектродного слоя, зависимость ДТ от потенциала носит колебательный, автоволновой характер.
4. Найдено, что pH приэлектродного слоя в электролитах окрашивания на оксидированном А1 электроде зависит от состава электролита и потенциала окрашивания. При этом зависимость pH носит колебательный, автоволновой характер, что указывает на протекание в слое оксида окислительно-восстановительных процессов, определяющих окраску АОП.
5. Установлено, что частичная замена компонентов растворов электрохимического окрашивания на гальваношламы позволяет получить светостойкие, коррозионно-стойкие покрытия, обладающие декоративным внешним видом. Отработаны технологические параметры получения таких покрытий: концентрация ГШ, напряжение и время окрашивания. Доказано, что качественные цветные покрытия можно получить и из растворов, содержащих только гальваношламы.
6. Установлено, что увеличение напряжения, концентрации ГШ и времени окрашивания до некоторой величины (которая определяется остальными параметрами) способствует увеличению интенсивности окраски АОП.
7. Показана возможность и разработаны режимы формирования окрашенных анодных покрытий на алюминии и его сплавах в растворах ГШ непосредственно в процессе "анодирования" током переменной полярности. Введение в раствор ГШ добавки п-толуолсульфокислоты (1г/л) позволяет получить покрытия глубокого черного цвета.