Реферат: Коксохимическое производство
7. Обогащение обеспыленного мелкого класса углей.
8. Передача пыли (шлама) на обогащение методом флотации. При отсутствии флотационной установки мелочь в необогащенном виде может быть присажена к концентрату или промежуточному продукту.
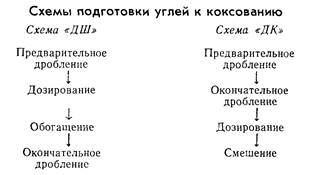
При выборе схемы подготовки углей к коксованию необходимо стремиться, прежде всего, к получению кокса наивысшего качества. Качество кокса будет тем выше, чем однороднее шихта по составу частиц угля. Частицы отощающего угля, имеющие меньший выход летучих веществ и пониженную спекаемость, должны более тонко дробиться по сравнению с углями других марок. Особенно тонко должны быть раздроблены минерализованные частицы шихты. Они не спекаются и около них в процессе коксования возникают трещины, понижающие качество кокса. С другой стороны, передрабливание угольных частиц ведет к образованию большого количества пыли, приводит к уменьшению насыпной плотности шихты и к понижению ее спекаемости. Все это указывает на то, что схема дробления углей должна выбираться, прежде всего, с учетом распределения минеральных примесей в угольных частицах.
В России широкое распространение получили две схемы подготовки углей к коксованию: схема «ДШ» (дробления шихты) и схема «ДК» (дробления компонентов). Выбор схемы подготовки углей зависит, прежде всего, от качества применяемых для приготовления шихты углей и от имеющегося на предприятии технологического оборудования.
Одним из факторов влияющим на качество кокса является спекаемость углей. Одним из весьма эффективных способов повышения спекаемости угольных шихт является их механическое уплотнение. Для этого шихту загружают слоями в специальный металлический ящик, имеющий форму камеры печи для коксования. Этот ящик устанавливают на машине, выталкивающей кокс из печи (коксо-выталкивателе). Стены ящика могут сниматься или раздвигаться. Слои угля в ящике уплотняют специальными механическими трамбовками. Если уголь содержит 8—12% влаги, то из него получается не рассыпающийся достаточно крепкий блок, который можно на металлической подине, как на лопате, ввести в камеру коксования. В результате коксования такого блока получается спекшийся пирог кокса, который далее обычным образом выдают из камер коксования. Трамбование позволяет получить кокс лучшего качества из слабоспекающихся угольных шихт.
Кокс хорошего качества можно получить из слабоспекающихся углей также и в том случае, если их массу уплотнить путем брикетирования. Брикеты каменных углей можно добавлять в обычную шихту и загружать вместе с ней в камеры для коксования. Этот способ в настоящее время нашел широкое применение.
УСТРОЙСТВО КОКСОВЫХ ПЕЧЕЙ
Коксохимические заводы сооружаются, как правило, вблизи металлургических заводов и входят в их состав, либо как отдельные предприятия. Коксохимическая промышленность отличается высокой концентрацией производства, т. е. заводы являются весьма мощными и имеют высокую производительность.
Современные печи для коксования углей представляют собой горизонтальные прямоугольные камеры, выложенные из огнеупорного материала. Камеры течей обогреваются через боковые стены. Печи располагаются в ряд и объединяются в батареи для уменьшения потери тепла и достижения компактности. В типовую батарею печей с шириной камер 410 мм входят обычно 65 печей, а в батарею большой емкости с камерами шириною 450 мм входят 77 печей. Обычные камеры имеют полезный объем 20—21,6 м3 , а печи большой емкости—30 м3 . Ширина печей более 450 мм нецелесообразна из-за ухудшения качества кокса (повышения истираемости). Для облегчения выталкивания кокса из камеры коксования ширину камеры со стороны выдачи кокса делают на 40—50 мм шире, чем с машинной стороны. Таким образом, камера имеет вид конуса. Основные, конструктивные элементы коксовой батареи показаны на рис. 4. За основные элементы батареи надо принять следующие: фундамент, регенераторы, корнюрную зону, зону обогревательных простенков, перекрытия простенков и перекрытия камер.
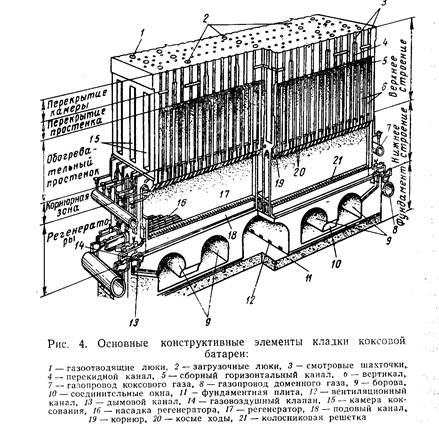
Фундамент представляет собой бетонное основание, имеющее с боков железобетонные укрепления — контрфорсы, которые сдерживают перемещение кладки батареи при ее разогреве. Фундамент состоит из двух плит. На нижней плите установлены верхние сооружения батареи. В верхней плите обычно располагают борова печей. Батарея имеет четыре борова для отвода продуктов горения. Над фундаментом расположен подовый канал для подвода воздуха и бедного газа или же отвода продуктов горения из регенераторов.
Регенераторы предназначены для подогрева воздуха и бедного газа своей насадкой, предварительно нагретой теплом отходящих продуктов горения из обогревательного простенка печей.
Над регенераторами находится корнюрная зона, которая является основанием камер печей и обогревательных простенков. В ней расположены каналы для подвода коксового газа к вертикальным каналам обогревательного простенка. Эти каналы иначе называются корнюрами.
Над корнюрной зоной расположена зона обогревательных простенков, в которой находятся камеры печей для коксования углей. Наружные стены обогревательных простенков одновременно являются стенами камер печи.
Для отопления печей применяются коксовый, доменный, генераторный, обезводороженный коксовый газы и их смеси.
При обогреве коксовым газом применяется так называемый «обратный коксовый газ», т. е. газ, прошедший через аппаратуру, улавливающую ряд химических продуктов. В составе обратного коксового газа содержится до 60% водорода, который целесообразно извлечь и использовать на азотнотуковых заводах для синтеза аммиака. Обезводороженный коксовый газ (не содержащий водорода) также можно применить для отопления печей. Генераторный газ применяется лишь в тех случаях, когда приходится экономить коксовый газ, который целесообразнее использовать как бытовое топливо.
ЗАГРУЗКА ПЕЧЕЙ УГОЛЬНОЙ ШИХТОЙ
Загрузка коксовых печей включает следующие этапы: набор шихты из угольной башни в загрузочный вагон, засыпка шихты в камеру коксования и выравнивание (планирование) верхнего ее слоя штангой коксовыталкивателя.
Режим загрузки оказывает существенное влияние на производительность батарей, сохранность кладки коксовых печей, качество получаемого кокса и химических продуктов, а также на степень загрязнения атмосферы газами и угольной пылью. Угольная башня обычно содержит запас угольной шихты, обеспечивающий 14—16-часовую потребность коксового блока. Башня делится на самостоятельные секции, которые закрепляются за отдельными батареями. Бункеры загрузочного вагона наполняют шихтой из угольной башни через затворы. Количество шихты, набираемое в загрузочный вагон, определяется разовой загрузкой коксовой камеры и контролируется по весу шихты или ее объему. Весы для взвешивания устанавливают под угольной башней или на самих вагонах.
Шихту загружают в печь при опущенных телескопах загрузочного вагона. Телескопы должны плотно прилегать к гнездам загрузочных люков коксовой камеры или входить в них. Поэтому перед загрузкой люки очищают от нагара
В процессе загрузки в камере образуется значительное количество газов и пыли, которые выделяются вместе с пламенем в атмосферу через открытые стояки, а часто выбиваются и из загрузочных люков. После загрузки в печь шихты ее планируют, т. е. выравнивают верхнюю часть шихты в камере планировочной штангой. Планирование продолжается 1—2 мин до обеспечения свободного про хода газа к отверстиям для выхода в стояки. Управление штангой с коксовыталкивателя должно быть автоматизировано. Излишек шихты, выгребаемый из камеры при планировании, собирается в бункер коксовыталкивателя. Бункер периодически опорожняется, и шихта скиповым подъемником угольной башни подается на загрузку коксовых печей.
Температурный режим батареи печей должен обеспечивать получение кокса высокого качества и равномерного по своим свойствам. Для осуществления контроля за температурным режимом измеряют температуры в контрольных вертикалах и вертикалах по всей длине обогревательных простенков, в крайних вертикалах с коксовой и машинной сторон, по оси коксового пирога к концу периода коксования, в подсводовом пространстве камер коксования, в верхней части регенераторов, в газовоздушных клапанах и боровах батарей. Температура батарей измеряется оптическим пирометром.
ВЫДАЧА КОКСА
Кокс из печей выдается в определенной последовательности и только при полной его готовности. Перед выдачей кокса печь отключается через стояк от газосборников вначале с машинной, а затем с коксовой стороны. Одновременно с машинной и коксовой сторон с печи снимаются двери, после этого в камеру печи подают штангу коксовыталкивателя. Согласованность работы всех машин, участвующих в выдаче кокса, осуществляется надежной блокировкой или сигнализацией между ними. Двери печей с коксовой стороны снимают и закрывают при помощи двересъемной машины. Помимо этого ее назначением является очистка рамы и двери от смоляных и графитовых отложений, направление в тушильный вагон коксового пирога, выдаваемого из печи. Коксовыталкиватель является машиной, предназначенной помимо выталкивания пирога кокса из печи для съема и установки дверей с машинной стороны печей, очистки рам и дверей, обезграфичивания сводов камеры. Каждая типовая батарея печи (61—77 печей) обслуживается отдельным коксовыталкивателем. На блок печей из 4 батарей дается резервный коксовыталкиватель.
Кокс из печи выдают в равномерно движущийся вагон, предназначаемый для приема, перемещения кокса под башню для его тушения, для передачи к рампе и выгрузки кокса на последнюю. Выданный из печи раскаленный кокс по возможности быстро отвозят под тушильную башню для охлаждения. Кокс тушат (охлаждают) многочисленные струи воды, вытекающие из отверстий оросительного устройства башни.
СОРТИРОВКА КОКСА
Как правило, кокс сортируется на классы: 0—10, 10—25, 25—40 и крупнее 40 мм. Появление доменных печей большой мощности потребовало дополнительного разделения доменного кокса на два класса: крупнее 60 и 40—60 мм.
Коксосортировка обслуживает четыре коксовых батареи и оборудуется валковыми и ситовыми виброинерционными грохотами, бункерами для кокса, конвейерами и желобами для перемещения кокса. Металлургический кокс отделяется от мелких классов кокса на валковых грохотах и поступает затем в бункера крупного кокса или направляется транспортером непосредственно в доменный цех. Разделяется мелкий кокс на ситовых виброинерционных грохотах. Наиболее распространенным является тип сортировки кокса с передачей доменного кокса транспортером на металлургический завод
Заслуживают внимания схемы сортировки кокса с предварительным дроблением крупного класса кокса, например выше 80 или 100 мм. Обычно крупные куски кокса менее прочны. поэтому превращение их в более прочные куски целесообразно при наличии достаточного количества кокса для доменных печей.
Сортировка кокса представляет собой один из существенных методов улучшения качества кокса.
ИСПОЛЬЗОВАНИЕ ПРОДУКТОВ КОКСОХИМИИ
Большое народнохозяйственное значение имеют химические продукты, получающиеся при коксовании угля. Несмотря на быстрые темпы развития нефтехимической промышленности, коксохимия остается одним из основных поставщиков сырья для производства пластических масс, химических волокон, красителей и других синтетических материалов.
Это обусловливается крупными масштабами коксохимического производства и широким ассортиментом выпускаемой продукции. Доля коксохимических продуктов в сырьевой базе промышленности основного органического синтеза составляет около 50%, а таких важных продуктов, как бензол, достигает 80%, нафталин и крезолы—100%. Цветная металлургия является потребителем малозольного пекового кокса и связующего, получаемых из каменноугольной смолы. Коксы используются для приготовления анодной массы, применяемой при выплавке алюминия. На 1 т получаемого алюминия расходуется примерно 450 кг малозольного кокса и около 150 кг связующего. Другими словами, для получения 1 т алюминия надо израсходовать 1 т пека или скоксовать около 70 т угля.