Реферат: Литье
Процесс литья под давлением имеет более чем вековую историю. Главными его преимуществами является возможность получения заготовок с минимальными припусками на механическую обработку или без неё и минимальной шероховатостью необработанных поверхностей, обеспечение высокой производительности и низкой трудоёмкости изготовления деталей.
В 1940г. завод «Красная Пресня» изготовил машину мод. ЛД-7 с вертикальной камерой прессования - это было началом отечественного производства необходимого для литья под давлением оборудования. Позже этим же заводом было освоено производство машин с горизонтальной холодной камерой прессования. Машины такого типа нашли наибольшее распространение в промышленности. Это объясняется простотой и надежностью конструкции такой камеры. Кроме тою, в машинах с горизонтальной холодной камерой прессования потери теплоты жидким металлом и гидравлическое сопротивление на пути его движения в полость пресс-формы меньше, чем в машинах с вертикальной камерой, в результате исключения литникового хода. Это позволяет снизить температуру заливки сплава, уменьшить пористость и осуществить эффективную подпрессовку отливки после окончания заполнения формы. Машины с горизонтальной камерой прессования имеют более высокую производительность, чем машины с вертикальной камерой, так как поршень выталкивает пресс-остаток в момент раскрытия пресс-формы без дополнительных затрат времени.
Отечественное машиностроение выпускает машины с холодной горизонтальной камерой прессования с усилием запирания 1000— 35000 кН. Большая часть современных машин имеет механизм прессования с мультипликацией давления рабочей жидкости в период подпрессовки.
Дальнейшее совершенствование машин для литья под давлением направлено по пути повышения скоростей движения прессующего поршня с бесступенчатым регулированием скорости на различных этапах заполнения пресс-формы при одновременном снижении гидравлического удара в момент перехода от заполнения к подпрессовке. Отечественная промышленность выпускает в основном машины литья под давлением с холодной горизонтальной камерой прессования и автоматизированные комплексы и линии на их базе. Молдавское ПО «Точлитмаш» специализируется на выпуске машин с усилием запирания до 6000 кН, а ПО «Сиблитмаш» - до 35000 кН.
За рубежом машины литья под давлением и автоматизированные комплексы на их базе выпускают фирмы VihorlatSnina (ЧССР), Litostroj (Югославия), фирма Buhler (Швейцария), JDRA, Itallpress (Италия), Frech (ФРГ), Ube, Toshiba (Япония), Lester, Gabler (США).
Сущность литья под давлением.
Выполняют машинным способом в металлические формы, называемые пресс-формами. Заполнение металлом пресс формы осуществляют после её смыкания через литниковые каналы, которые соединяют рабочую полость пресс-формы с камерой прессования машины для литья под давлением. Наружные очертания отливки образуются рабочей поверхностью сомкнутой пресс-формы, а внутренние отверстия и полости получают при помощи металлических стержней, которые извлекают из затвердевшей отливки в момент раскрытия пресс-формы. Стержни имеют механически привод в виде реек, шестерен, зубатых секторов, клиньев, эксцентриков, кинематически связанных с механизмом раскрытия пресс формы.
Металл заливают в камеру прессования и запрессовывают внутрь рабочей полости пресс-формы. После кристаллизации отливки происходит раскрытие пресс-формы для извлечения отливки, при этом отдельная часть остается неподвижной, а остальные части отводятся гидроприводом. Отливка удерживается в подвижной части и перемещается с ней до соприкосновения с выталкивателями, которые выталкивают отливку из подвижной части пресс-формы. Отливка может быть извлечена из раскрытой пресс формы при помощи манипулятора или робота. Для предотвращения сваривания рабочей поверхности пресс-формы с отливкой и облегчения извлечения отливки полость пресс-формы покрывают составами в виде паст или распыляющих жидкостей, содержащих порошки металлов, графит, сульфид молибдена.
Преимущественно используют сплавы на основе меди, алюминия, цинка, свинца, сурьмы, которые оказывают незначительное тепловое воздействие на пресс-формы. Разгар и деформация пресс-форм приводят к потере точности и чистоты поверхности отливок. Для сохранения постоянства размеров пресс-формы делают водоохлаждение. В последнее время все шире начинают использоваться тугоплавкие сплавы, например, стали, требующие очень дорогих пресс-форм с жаропрочными вставками из сплавов на основе молибдена. Внутренние полости в отрезках поучают при помощи латунных стержней. После кристаллизации стальной отливки латунный стержень остаётся внутри неё, при высокотемпературном отжиге он выплавляется из отливки, оставляя после себя полость.
Опивки, полученные литьём под давлением, отличаются чистотой поверхности и точностью, соответствующей 4 классу. Допуски на размеры находятся в пределах от ±0,075 до ±0,18 мм. Литьё под давлением экономически целесообразно для крупносерийного и массового производства точных отливок из легкоплавких сплавов. Трудоёмкость изготовления отливок литьём под давлением в литейных цехах снижается в 10-12 раз, трудоёмкость механической обработки снижается в 5-8 раз. Данный способ литья нашёл широкое применение в автомобильной, авиационной, электротехнической, приборостроительной, санитарно-технической отраслях промышленности.
Часто отливки, изготовленные литьём под давлением, армируют для упрочнения. Конструктивные элементы из других более прочных или износостойких сплавов предварительно получают механической обработкой или холодной листовой штамповкой и вкладывают в пресс-форму перед заполнением её металлом. При литье год давлением цинковых сплавов пресс-формы выдерживают без разрушения и потери точности 1 млн. заполнении металлом, магниевых сплавов - 250 тыс. заполнений, алюминиевых сплавов - 100 тыс., медных ставов - 5000 заполнений.
Процесс формирования опивки проходит 3 этапа:
сплав с большой скоростью (до 50 м/с) за короткое время (0,01 - 0,6 с) заполняет полость пресс-формы, перемещаясь с воздухом и парами смазки, находящимися в полости формы, образуя металловоздушную смесь;
в момент окончания заполнения пресс-формы происходит кратковременный и сильный гидравлический удар, прижимающий металл к поверхности пресс-формы, и поверхностный слои отливки (0,2 мм) получается очень плотным и мелкокристаллическим; подвижная половина пресс-формы под воздействием гидроудара отходит и на отливке по разъёму пресс-формы образуется заусенец;
кристаллизация отливки происходит с большой скоростью, что приводит к недостаточному питанию отливки жидким расплавом, но дефектов усадочного происхождения в отливках не наблюдается, т. к. газы в порах находятся под большим давлением и, расширяясь, способствуют полному заполнению полости пресс-формы металлом, повышая точность отливки, однако механические свойства металла и особенно его пластичность ухудшаются.
Газовые поры, находящиеся под плотной литейной коркой, не позволяют выполнять термическую обработку отливок из цветных сплавов, так как при высоких температурах газы расширяются и поры увеличивают свой объём, образуя пузыри и вспучины на поверхности отливок. Для снижения пористости отливок в практике полость пресс-формы и расплавленный металл вакуумируют или воздух в рабочей полости пресс формы замещают кислородом, который не смешивается с металлом а образует тонкие окисные плёнки на поверхности отливки, не снижая её качества.
Машины для литья под давлением бывают 2 типов - компрессорные и поршневые. Наибольшее распространение получили поршневые машины с холодной и горячей камерой прессования. Горячая камера прессования находится внутри тигля с расплавленным металлом, а холодная - отдельно от расплавленного металла и располагается горизонтально или вертикально. Современные машины для литья под давлением имеют полностью автоматизированный рабочий цикл с программным управлением, автоматизированы регулировка усилия смыкания пресс-форм, изменение скорости прессования, блокировка узлов при появлении неисправностей в машине.
Поршневые машины с холодной горизонтальной камерой прессования (рис. 1, а) имеют пресс-форму, состоящую из 2 частей. Половина пресс-формы 1 крепится к подвижной плите машины, а половина 3 — к неподвижной 4. Стержни, образующие полости в отливках, чаще находятся в подвижной половине для удобства их извлечения из отливки. Подвижная полуформа 1 с большим усилием прижимается к неподвижной 3. Затем доза жидкого металла 5 заливается в камеру прессования 7 и впрессовывается плунжером 6 в рабочую полость пресс-формы 2. После кристаллизации сплава подвижная часть пресс-формы 1 отходит, и отливка выталкивателями 8, которые крепятся на плите, расположенной за подвижной полуформой, выталкивается на конвейер или в тару.
Общий вид машины для литья под давлением с холодной горизонтальной камерой прессования приведен на рис 1, г. Неподвижная часть пресс формы крепится к плите 4, а подвижная — к плите 3, которая перемещается по направляющим штангам 2 гидроприводом с рычажным механизмом. Запрессовывание металла в литейную форму производится плунжером 5, который входит в камеру прессования, расположенную в плите 4 Плунжер 5 перемещается в осевом направлении гидроприводом 6. Гидросистема машины для плавности работы II поддержания постоянным высокого давления имеет ресивер 7. Все механизмы и агрегаты машины объединены жесткой станиной 8. На рис 1 показана отливка блока цилиндров, полученная на машине такого типа.
Поршневые машины с холодной вертикальной камерой прессования (рис. 1, б) имеют пресс форму, аналогичную по конструкции пресс форме предыдущей машины, состоящую из подвижной части 1 и неподвижной 3, но металл поступает в неё из вертикальной камеры 6. В камере прессования 6 перемещаются верхний плунжер 4 и нижняя пята 7. Верхний плунжер выходит за пределы камеры прессования, а в образовавшееся отверстие заливается доза металла 5 на поверхность пяты 7, которая перекрывает отверстие литниковой системы 8, соединяющее рабочую полость 2 пресс-формы с камерой прессования 6. Затем верхний плунжер 4 начинает сжимать металл, и под этим давлением пята 7 опускается и открывает отверстие литниковой системы 8. Металл под большим давлением и с большой скоростью впрыскивается в рабочую полость 2 пресс-формы.

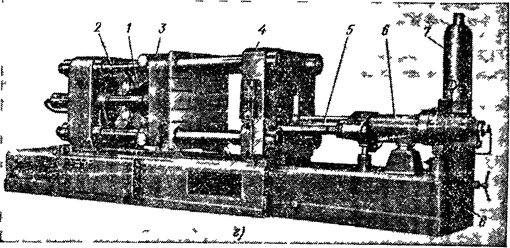
Рис 1. Схемы процессов и машина для литья под давлением.
а - с горизонтальной холодной камерой прессования, б - с вертикальной холодной камерой прессования, в - с горячей камерой прессования; г - машина с горизонтальной холодной камерой.
Для создания избыточного давления необходима доза металла, несколько большая, чем требуется для отливки, поэтому между верхним плунжером и пятой остается пресс остаток в виде цилиндра. При поднятии верхнего плунжера нижняя пята также начинает подниматься вверх, срезает пресс остаток и выводит его за пределы камеры прессования, а затем опускается в исходное положение (до перекрытия отверстия литниковой системы). Подвижная часть пресс формы 1 отходит, и отливка извлекается при помощи выталкивателей 9. После извлечения отливки и закрытия пресс-формы цикл повторяется вновь.
Поршневые машины с горячей камерой прессования (рис. 1, в) оснащены тигельной печью 9, в которой в течение рабочей смены находится расплавленным металл 7. Сама камера прессования 8 помещена в тигле непосредственно в расплавленном металле. Когда прессующий плунжер 6 поднят, то расплавленный металл через отверстия в камере заполняет ее, а при движении плунжера 6 вниз перекрываются впускные отверстия и металл под давлением поступает в рабочую полость 2 пресс-формы, присоединенной к камере прессования через переходной мундштук 5. После кристаллизации сплава в полости 2 подвижная полуформа 1 отходит, толкатели 10 упираются в неподвижную плиту н отливка выталкивается. Затем подвижная полуформа 1 смыкается с неподвижной 3, закрепленной на плите 4, а плунжер 6 поднимается, камера 8 заполняется из тигеля метллом 7, и цикл повторяется. На таких машинах можно получать мелкие и сложные отливки из цинковых, оловянных, свинцово-сурьмянистых и других легкоплавких сплавов.
2. Литьё под низким давлением.
Применяют для получения крупных тонкостенных корпусных заготовок из легкоплавких сплавов. Расплавленный металл 1 (рис. 2) из плавильного тигля 2, который нагревается электронагревателями 3, под давлением инертного газа или воздуха 0,1—0,8 кгс/см2 (0,01—0,08 МН/м2 ) выжимается по металлопроводу 4 в рабочую полость формы 5, где он кристаллизуется в пространстве между формой 6 и стержнем 7. Стержень может быть из обычной стержневой песчаной смеси. Давление инертного газа должно быть невысоким по той причине, что площадь зеркала расплавленного металла в тигле 2 во много раз больше площади металлопровода 4. Незначительное перемещение металла в тигле вызывает высокий подъем жидкого металла внутри металлопровода и в литейной форме. После кристаллизации отливки, давление инертного газа снимается, литейная форма, раскрывается и из неё извлекают отливку.
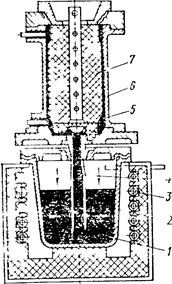
Рис. 2. Установка для литья под низким давлением.
3. Основные характеристики процесса.
При литье под давлением основными факторами, определяющими формирование отливки, являются давление в камере прессования и пресс-форме, скорости движения поршня и впуска жидкого металла в форму, параметры литниково-вентиляционной системы, температуры заливаемого металла и формы, режимы смазывания и охлаждения рабочей полости формы и камеры прессования.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--