Реферат: Литейные свойства сплавов
где, ε - коэффициент линейной усадки, %, α t - средний линейный коэффициент расширения металла в интервале от tпл до t20 ; tпл и t20 - соответственно температуры плавления и комнатной.
Участок диаграммы состояния между температурой начала линейной усадки и температурой солидус назван А.А. Бочваром эффективным интервалом кристаллизации.
Трещиностойкость . Это - способность металлов и сплавов к релаксации (ослаблению, уменьшению) напряжений, возникающих в отливке при затвердевании и охлаждении, в результате усадки, фазовых превращений или температурного перепада.
В практике литья обычно различают два вида трещин - горячие и холодные. Это деление весьма условно. Считается, что горячие трещины образуются в области, близкой к температуре солидус. По внешнему виду эти трещины отличаются окисленной поверхностью, в особенности - на стальных отливках. Холодные трещины, в отличие от горячих, имеют поверхность и образуются в области упругих деформаций при температуре, которая значительно ниже температуры окончания кристаллизации.
Свариваемость . От свариваемости сплавов зависит качество исправления дефектов отливок и надежность соединения литых деталей методом сварки.
Для художественных отливок это свойство имеет большое значение. Особенно важно обеспечить надежное соединение крупных элементов скульптур.
В литейной практике свариваемость обычно оценивают по склонности к образованию сварочных трещин и по разупрочнению околошовной зоны. Трещин в зоне сварного шва могут появиться при его остывании в результате возникновения больших термических напряжений. Свариваемость оценивают также, сопоставляя свойства шва и околошовной зоны со свойствами основного металла.
Штамповка на молотах.
При объемной штамповке поковку требуемой формы и размеров получают с помощью специального инструмента, назывемого штампом. Формоизменение поковки производится в полостях штампа, называемых ручьями.
Применяется 2 вида ручьев:
- открытый;
- закрытый.
У открытых зазор между половинами штампа переменный и уменьшается в процессе деформирования поковки. В этот зазор вытекает металл в облой, закрывая выход основного металла, тем самым способствуя заполнению полости ручья. В конце штамповки в облой вытесняются излишки металла.
При штамповке в закрытых ручьях зазор между половинами штампа небольшой и предназначен для обеспечения взаимной подвижности частей штампа. В процессе штамповки он остается постоянный и в него может вытекать металл, образуя торцовый заусенец. Наличие заусенца указывает на излишек металла в заготовке. Важно: объем заготовки для такого ручья должен быть точным, так как излишек металла вызывает не только образование заусенца, но и приводит к значительному возрастанию напряжений в полости ручья и более интенсивному его износу.
Исходным для штамповки является прутковый материал преимущественно круглого поперечного сечения. Из такой заготовки затруднительно получить удлиненную поковку сложной формы в одном штамповочном ручье. Для получения поковки без значительного перерасхода материала заготовке необходимо придать форму, близкую к форме поковки. Такое формообразование выполнятеся в заготовительных ручьх штампа.
Заготовительные ручьи – служат для перераспределения металла исходной заготовки по длине в соответствии с его распределением в поковке. Заготовительные ручьи также делят на открытые и закрытые.
В закрытых заготовительных ручьях течению металла в требуемом направлении способствуют ограничения в виде боковых стенок ручья.
При обработке в заготовительных ручьях, в отличии от штамповочных, всегда должно быть некоторое недозаполнение полости ручья. В противном случае металл будет вытекать в зазор между штампами, образуя заусенец, который будет заштампован в окончательном ручье, что приведет к браку.
Молоты относятся к кузнечно-штамповочному оборудованию динамического действия. Основные их недостатки заключаются в передаче сотрясений при ударах на близко стоящее оборудование, на конструкции здания кузнечного цеха и окружающих строений, в большом шуме и невысокой точности получаемых поковок. Несмотря на эти недостатки молоты в настоящее время достаточно широко применяются в промышленности, так как динамическое воздействие на заготовку эффективно в случаях штамповки поковок сложной формы, а также при обработке труднодеформируемых и жаропрочных сплавов.
Для горячей объемной штамповки в настоящее время применяют паровоздушные, механические и гидравлические молоты. Наибольшее распространение получили паровоздушные молоты.
Паровоздушный штамповочный молот двойного действия работает по тому же принципу, что и ковочный, но имеет некоторые конструктивные отличия. Если при ковке получают изделия простой формы, то при штамповке стремятся достичь максимального приближения формы поковки к форме готового изделия, и поковки получаются довольно сложными — с ребрами, выступами, полостями и т. п. Поэтому необходимо, чтобы удар был как можно жестче, т. е. максимальная доля энергии удара затрачивалась бы только на деформирование поковки. Это обеспечивается большой жесткостью падающих частей и большой массой шабота. Масса шабота штамповочного молота в 20 раз больше массы его падающих частей. Совмещение осей верхней и нижней частей штампа при штамповке обеспечивается наличием удлиненных регулируемых направляющих и креплением стоек молота непосредственно на шаботе. В процессе штамповки кузнец сам управляет молотом, нажимая на педаль или рукоятку.
Паровоздушные штамповочные молоты изготавливаются по ГОСТ 7024—75 восьми типоразмеров с массой падающих частей от 630 кг до 25 т.
Для штамповки применяются также паровоздушные бесшабашные молоты с двусторонним ударом. У этих молотов отсутствует шабот, а бабы движутся навстречу друг другу. В результате энергия удара почти целиком расходуется на деформацию поковки и взаимно поглощается бабами, не передаваясь на фундамент. Верхняя баба является ведущей. Перемещаясь вниз под действием давления пара или сжатого воздуха, она приводит в движение нижнюю бабу через механическую или гидравлическую связь.
При гидравлической связи нижняя баба разгоняется силой давления жидкости в нижнем цилиндре. При движении верхней бабы вниз штоки давят на плунжеры, толкая их вниз. В результате жидкость (минеральное масло), находящаяся в замкнутом объеме, из боковых полостей корпуса нижней поперечины вытесняется в среднюю и перемещает плунжер вверх, а через шток и нижнюю бабу вверх вплоть до соударения. К моменту удара нижняя баба развивает такую же скорость, как и верхняя. В местах соединения штоков с бабами имеются амортизаторы, а гидроудары в жидкости смягчаются компенсаторами.
Молоты такой конструкции обладают высокой надежностью и изготавливаются с энергией удара до 1 400 000 Дж, что эквивалентно паровоздушному молоту с массой падающих частей 70 000 кг. Главный недостаток бесшаботных молотов — невозможность штамповки в многоручьевых штампах, так как затруднено перемещение заготовки из ручья в ручей. Наилучшие результаты получаются при штамповке в одноручьевых штампах тяжелых заготовок осе симметричных деталей — шестерен, фланцев, втулок и т. п.
Классификация способов сварки
Существует много видов сварки, при этом есть несколько классификаций сварки — по источнику теплоты, например: дуговая и плазменная сварка; по термомеханическому классу, например: контактная и диффузионная сварка и по механическому классу — ультразвуковая и сварка взрывом. Также в разделе рассмотрены методы сварки
Сварка трением
Сварка трением — образование сварного соединения при такой разновидности сварки давлением происходит при взаимном перемещении свариваемых изделий относительно друг друга при действии на них давления.
Последовательность образования сварного соединения:
- Снятие оксидной пленки в результате действия сил трения.
- Постепенный разогрев кромок до пластичного состояния, возникновение временного контакта и дальнейшее его разрушение, высокопластичный металл вытесняется из стыка.
- Остановка вращения, образование сварного соединения.
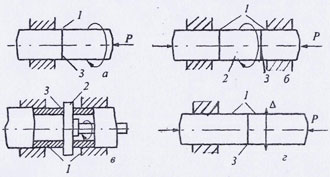 На рисунке представлены схемы процесса сварки трением: 1 — свариваемые детали, 2 — вставка, 3— зона сварки. Теплота может выделяться при вращении одной детали относительно другой (схема а) или вставки между деталями (схемы б и в), при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами Д и при звуковой частоте (схема г). В процессе вращения детали прижимаются друг к другу постоянным или возрастающим давлением Р. Сварка завершается осадкой и быстрым прекращением вращения.
На рисунке представлены схемы процесса сварки трением: 1 — свариваемые детали, 2 — вставка, 3— зона сварки. Теплота может выделяться при вращении одной детали относительно другой (схема а) или вставки между деталями (схемы б и в), при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами Д и при звуковой частоте (схема г). В процессе вращения детали прижимаются друг к другу постоянным или возрастающим давлением Р. Сварка завершается осадкой и быстрым прекращением вращения.
Разновидностью сварки трением можно назвать инерционную сварку — вращаемую деталь закрепляют в маховике, маховик раскручивают до определенной скорости, детали соединяют, маховик останавливают.
Точечная сварка
Точечная сварка — это один из видов контактной электросварки металлов. При точечной сварке, детали нагреваются электрическим током в месте контакта и сдавливаются (не во всех случаях). А основной тип соединения — нахлесточное сварное соединение, поэтому точечная сварка получила широкое распространение в автомобильной промышленности, при ремонте автомобилей, для изготовления штампованных конструкций.
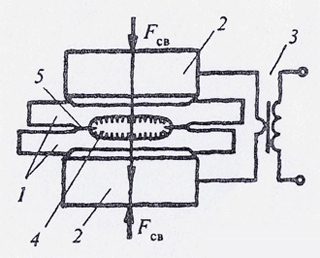 На рисунке представлена схема точечной сварки. Свариваемые изделия 1 собираются внахлестку и усилием Fсв зажимаются между электродами 2, подводящими к месту сварки ток силы до нескольких десятков кА от источника энергии 3. Подается кратковременный импульс тока, в зоне контакта образуется область расплавленного металла 4. Во время нагрева металл пластически деформируется, в результате чего образуется уплотняющий поясок 5, который предохраняет расплавленный металл от выплеска и взаимодействия с атмосферным воздухом. Электроды для точечной сварки изготавливают в основном из меди и ее сплавов.
На рисунке представлена схема точечной сварки. Свариваемые изделия 1 собираются внахлестку и усилием Fсв зажимаются между электродами 2, подводящими к месту сварки ток силы до нескольких десятков кА от источника энергии 3. Подается кратковременный импульс тока, в зоне контакта образуется область расплавленного металла 4. Во время нагрева металл пластически деформируется, в результате чего образуется уплотняющий поясок 5, который предохраняет расплавленный металл от выплеска и взаимодействия с атмосферным воздухом. Электроды для точечной сварки изготавливают в основном из меди и ее сплавов.