Реферат: Магнитопроводы
ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТЫХ МАГНИТОПРОВОДОВ И СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИЙ
Типовой ТП изготовления пластинчатых магнитопроводов включает следующие основные операции: контроль материала на соответствие техническим условиям, резка материала на ленты (полосы) требуемой ширины, вырубка пластин магнитопровода, снятие заусенцев, правка пластин магнитопровода, отжиг, изоляция пластин, сборка пакета.
Контроль материала на соответствие техническим усло виям. При поставке исходный материал контролируют по магнитной проницаемости и коэрцитивной силе.
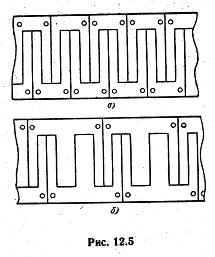
Резка материала на ленты (полосы) требуемой ширины производится многодисковыми, гильотинными или роликовыми ножницами. Правильный раскрой материала, как было рассмотрено в гл. 4, дает большую экономию материала и снижает себестоимость выпускаемых изделий. Большое внимание уделяют получению прямолинейных кромок ленты (полосы особенно при безотходном раскрое, например П-образных (рис. 12.5, а) и Ш-образных пластин (рис. 12.5, б).
Вырубка пластин магнитопровода производится штампами на прессах и является формообразующей операцией. При износе режущих кромок штампа на пластинах магнитопроводов появляются заусенцы, которые могут привести к замыканию отдельных пластин, и пакета в целом. В результате уменьшается коэффициент заполнения пакета, и возрастают потери, на вихревые токи. Зазор между матрицей и пуансоном штампа влияет на размер заусенцев. Например, для получения заусенцев не более 0,005 мм зазоры между пуансоном и матрицей должны быть менее 0,002 мм. Для повышения стойкости штампов матрицы изготавливают из твердого сплава. Для получения высокой производительности применяют штампы-автоматы, оснащенные устройствами для автоматического удаления отштампованных пластин.
Снятие заусенцев осуществляют шлифованием, вальцеванием, электрополированием, виброгалтовкой. Наиболее час- то заусенцы удаляют шлифованием. Пластину пропускают между вращающимися с разной частотой резиновым и абразивным кругом. При вальцевании пластины пропускают между двумя закаленными стальными валками. Заусенцы снимаются за счет их сминания и обламывания, В этом случае производится" также правка пластин. Удаление заусенцев электрополированием обеспечивает повышение магнитной проницаемости на 10—12% и снижение потерь на гистерезис на 10—15%, что связано с удалением по-
верхностного слоя металла с краев пластин, где имеет место наклеп после штамповки. Удаление заусенцев в виброгалтовочных установках производят на частоте 100 Гц с амплитудой колебаний 4—6 мм в среде электрокорунда зернистостью 3-5 мкм.
Перспективным способом удаления заусенцев является ультразвуковой в абразивной среде с наложением статического давления. Пластины погружают в ванну с абразивной суспензией, в которой возбуждаются ультразвуковые колебания частотой 18 кГц. Повышенное статическое давление в ультразвуковой ванне создается сжатым воздухом или азотом (0,4— -0,5 МПа).
После резки, вырубки и удаления заусенцев пластины обезжиривают в бензине и ацетоне, чередуя обезжиривание в каждой жидкости с сушкой на воздухе. Хорошие результаты дает ультразвуковая очистка (промывка) пластин.
Правка пластин магнитопровода осуществляется для уст-ранения их деформации в результате штамповки. Пластины правят, пропуская через рихтующие вальцы, или на эксцентриковых прессах штампами с плоскими шлифованными рабочими частями. Обычно установка с рихтующими вальцами и зачищающим абразивным кругом (для снятия заусенцев) объединяется со штампом-автоматом в один автоматически действующий
агрегат. Перед отжигом пластины обезжиривают ацетоном или бензином, припудривают окисью магния или окисью алюминия, не допускающими снижения магнитных свойств и спекания пластин.
Отжиг. Пластины магнитопровода подвергают межоперационному и окончательному отжигу. Межоперационный отжиг осуществляют для повышения пластических свойств материала, а окончательный — для получения магнитных свойств, присущих данному материалу. Режимы отжига представлены в табл. 12.1 и 12.2. После окончательного отжига на контрольных образцах измеряют магнитную проницаемость, которая является критерием качества отжига. При значительном разбросе параметров производят повторный отжиг.
Изоляция пластин. Наиболее распространенными способами изоляции пластин являются оксидирование и фосфатирование, а также лакирование. Фосфатирование обеспечивает более высокие механические и электроизоляционные свойства, чем лакиробание и оксидирование. Прогрессивным является образование термостойкого изоляционного слоя на металлургическом заводе в процессе изготовления листового магнитного материала.
Сборка пакета состоит из набора пластин в пакет и их скрепления. Различают два способа набора пластин: вперекрышку и встык. Набор пластин осуществляется вручную или автоматически. Сборку встык применяют в том случае, когда необходимо иметь воздушный зазор в магнитопроводе, например, в дросселях. Зазор (0,05—0,10 им) регулируют количест-
Таблица 12.2. Режимы окончательного отжига
магнитопроводов
|
Материал |
Среда |
Режимы отжига; | ||
|
магнитопровода |
ОТЖИГА |
Температура, К |
Время выдержки, ч |
Скорость охлаждения, К/ч |
|
Электротехнические стали |
Вакуум 133·10-4 Па или водород |
1373—1423 |
4-6 |
К-во Просмотров: 480
Бесплатно скачать Реферат: Магнитопроводы
|