Реферат: Магнитопроводы
Пермаллои 45Н, 50Н, 79НМ, 50НП
Вакуум 133·10-3 Па или водород
1373—1423
3—6
1
не более 200 (до 873 К) не менее 673 (от 873 до 473 К)
80 НХС
1373—1423
3—6
не более 200 (до 673-773 К); не менее 400 -(от -673 да 7-73 К)"
вом бумажных прокладок между пластинами. В ряде случаев для повышения коэффициента заполнения осуществляют обжатие пакета на прессе давлением 2—5 МПа, но при этом могут ухудшаться магнитные характеристики магнитопровода (возможно увеличение потерь на вихревые токи вследствие частичного разрушения изоляционных слоев). Собранный пакет скрепляют изолированными шпильками, болтами или обжимными скобами.
ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ
МАГНИТОПРОВОДОВ И СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИЙ.
Типовой ТП изготовления ленточных витых магнитопроводов включает следующие операции: контроль материала на соответствие техническим условиям, резка материала на ленты требуемой ширины, обезжиривание ленты, снятие заусенцев, промывка и обезжиривание, нанесение изоляции, навивка магнитопроводов, отжиг, пропитка магнитопроводов. Для разрезных магнитопроводод дополнительно проводят разрезание и обработку торцов магнитопроводов. Рассмотрим особенности ТП изготовления ленточных магнитопроводов. Ряд операций при этом выполняют так же, как и для пластинчатых магнитопроводов и в настоящем параграфе не рассматривается.
Нанесение изоляции и навивка магнитопровода. Наиболее распространенным способом нанесения изоляции на ленту является электрофорез, при этом могут быть использованы суспензии на основе двуокиси кремния (раствор кремниевой кис-лоты в ацетоне), окиси магния (раствор окиси магния в четыреххлористом углероде), окиси алюминия (раствор каолина в воде) и т. д.
Большое распространение получила суспензия на основе двуокиси кремния, позволяющая получить качественный изоляциояный слой толщиной 5—10 мкм. На рис. 12.6 представлена схема установки для навивки ленточного магнитопроведа с одновременным нанесением изоляции методом электрофоре-за:1—рулон обезжиренной и зачищенной ленты; 2—ванна с суспензией; 3 — мешалки; 4— катоды; 5 — сушильная камера; 6 — оправка для навивки магнитопровода. Толщина и плотность изоляционного слоя определяются режимом навивки, зависящим от концентрации суспензии, скорости прохождения ленты и плотности тока. Число витков магнитопровода контролируется счетчиком.
Пропитка магнитопроводов п роводится с целью улучшения их жесткости и влагостойкости. Широкое применение по-
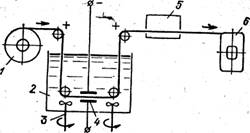
Рис. 12.6
лучила циклическая пропитка, например компаундом КГДС лаком 321 или клеем БФ-4 в специальной установке с применением вакуума и избыточного давления, при чередовании которых обеспечивается качественная пропитка магнитопроводов. Затем для полимеризации пропиточного состава магнитопровод подвергают нагреву.
Разрезание магнитопровода на две половины осуществляется электроискровой или абразивной обработкой, или другими методами.
Шлифование торцов магнитопровода производится для удаления неровностей, полученных при разрезании, и уменьшения зазоров при сборке двух половин магнитопровода. В рядеслучаев торцы магнитопроводов притирают. С-образные лен-
точные магнитопроводы получают гибкой: ленту режут на от-
резки различной длины и собирают в определенном порядке в
пакет, который затем изгибают в специальном приспособлении.
Типовой ТП изготовления гнутых магнитопроводов включает следующие основные операции: контроль материала на соответствие техническим условиям, резка материала на ленты требуемой ширины, обезжиривание ленты, снятие заусенцев, промывка и обезжиривание, нанесение изоляции, резка ленты на заготовки различной длины, пакетирование заготовок, гибка пакетов в гибочном приспособлении, фрезерование торцов пакета после гибки, запрессовка в кассету, отжиг в вакуумной печи, распрессовка кассет, шлифовка и притирка торцов пакета.
Следует отметить, что ТП изготовления гнутых магнитопроводов легко поддается механизации и автоматизации. Например, разработаны автоматы для резки заготовок различной длины и пакетирования пластин магнитопровода. Этот автомат объединяется с другим автоматом, производящим гибку С-образных магнитопроводов, их склеивание и отжиг.
ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ ИЗ МАГНИТОДИЭЛЕКТРИКОВ И ФЕРРИТОВ и СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИЙ.
Типовой ТП изготовления магнитопроводов из магнитодиэлектриков включает следующие основные этапы: приготовление порошка магнитного материала, приготовление формовочной смеси, формование, термообработка, пропитка магнитопроводов.