Реферат: Масла и смазки
Производство минеральных масел
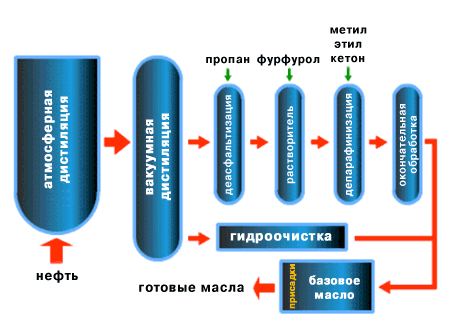
Переработка минеральных базовых масел состоит из нескольких стадий. Во-первых, это - атмосферная дистилляция . Вначале нефть нагревается до температуры около 350°C. Тут она частично испаряется и, в зависимости от летучести своих компонентов, разделяется на слои, которые отбираются с различных пластин колонны. Фракции возникающие в ходе процесса (сверху вниз дистилляционной колонны):
o Газ
o Бензин
o Керосин
o Дизельное топливо
o Атмосферный остаток (мазут),который используется для изготовления масел и битума.
Затем следует вакуумная дистилляция . В атмосферном остатке(мазуте) после отгонки легких фракций содержатся три основных компонента: парафины, нафтены, ароматические соединения. Они отправляются в колонну вакуумной перегонки, где углеводороды испаряются при более низких температурах, позволяющим избежать их повреждения. В верхней части колонны собирается вакуумный дистиллят; вакуумный остаток - внизу. Три или четыре слоя фракций, находящиеся между этими двумя, удаляются; они подвергаются дальнейшей переработке для удаления ненужных продуктов, прежде чем их можно использовать в качестве смазочных масел. После чего приступают к деасфальтизации . Во время этой операции удаляются асфальты. Это осуществляется в экстракционной колонне с пропаном. Получающееся масло очень густое с высоким содержанием аромат соединений, а это значит, что оно подвержено окислению. Растворитель. В настоящее время для получения масел из нефтяных фракций применяются такие новые технологии как, например, гидроочистка. Полученные таким путем минеральные масла известны как "non-conventional" (нетрадиционные), потому что их технические характеристики сходны с техническими характеристиками синтетических масел. После второго выделения, очищенный продукт имеет высокое содержание линейных парафинов со слишком высокой температурой застывания. Проводят депарафинизацию . Масло смешивается с растворителями, затем охлаждается при этом кристаллы парафина выпадают в осадок. В качестве растворителя применяется метилэтилкетон (МЕК). Окончательная обработка Окончательная обработка направлена на повышение стойкости масла, подвергшегося различным тепловым обработкам во время процесса очистки, особенно во время дистилляции и экстракции растворителями. Гидроочистка Гидроочистка - сравнительно новая технология, впервые описанная в 1960 году. Рабочие условия суровые: температура - около 400°C, давление - от 150 до 180 бар. В этом процессе аромат соединения не удаляются, а преобразуются путем каталитического крекинга линейных цепей.
Полусинтетика – это смесь минеральных и синтетических базовых масел, и может содержать в своем составе от 20 до 40 процентов «синтетики». Специальных требований к производителям полусинтетических смазочных материалов в отношении того, какое количество синтетического базового масла (синтетического компонента) должно быть в готовом моторном масле - нет. Также нет никаких предписаний, какой синтетический компонент (базовое масло группы III или группы IV) использовать при изготовлении полусинтетического смазочного материала. По своим характеристикам эти масла занимают промежуточное положение между минеральными и синтетическими маслами, т.е. их свойства лучше обычных минеральных масел, но хуже синтетических. По цене же эти масла значительно дешевле синтетических.
Синтетическое моторное масло
- субстанция, полученная в результате синтеза. Что же вызвало необходимость такого синтеза и зачем вообще нужно было изобретать синтетику?
Дело в том, что условия, в которых работает любой двигатель не стабильны . После остановки мотор остывает, после запуска прогревается, во время эксплуатации двигатель также постоянно изменяет свой режим работы – меняются обороты, температура, скорость трения и прочее. Поэтому идеальным моторным маслом для двигателя внутреннего сгорания (ДВС) могло бы быть такое масло, свойства и характеристики которого не изменялись бы при изменениях вышеперечисленных условий . Но это невозможно – при остывании любая субстанция становится гуще, при увеличении скорости трения – перегревается и так далее. Поэтому на определенном этапе развития моторостроения вопрос обеспечения максимальной стабильности свойств моторного масла при разных условиях стал особо актуальным. А поскольку минеральная основа моторного масла имеет свои ограничения в плане обеспечения такой стабильности, ученые, путем синтеза молекул, получили синтетическую основу, которая значительно менее подвержена влиянию внешних факторов и свойства которой более стабильны в процессе длительной эксплуатации. Впервые синтетическое моторное масло было применено в авиации , когда встала необходимость запуска двигателей при очень низких температурах (-40 и ниже). Минеральное масло при таких температурах просто замерзало. Понятно, что себестоимость синтетического масла была в те времена очень высокой, что не позволяло массово применять его в двигателях автомобилей. Со временем синтетические моторные масла стали более дешевыми в производстве и начали применяться в автомобильной промышленности.Синтетические масла обладают исключительно удачными вязкостно-температурными характеристиками. Это, во-первых, гораздо более низкая, чем у минеральных, температура застывания (-50°С, -60°C) и очень высокий индекс вязкости, что существенно облегчает запуск двигателя в морозную погоду. Во-вторых, они имеют более высокую вязкость при рабочих температурах свыше 100°C - благодаря этому масляная пленка, разделяющая поверхности трения, не разрушается в экстремальных тепловых режимах. К прочим достоинствам синтетических масел можно отнести повышенную стойкость к деформациям сдвига (благодаря однородности структруры), высокую термоокислительную стабильность, то есть малую склонность к образованию нагаров и лаков (лаками называют откладывающиеся на горячих поверхностях прозрачные, очень прочные, практически ничем не растворимые пленки, состоящие из продуктов окисления), а также небольшие по сравнению с минеральными маслами испаряемость и расход на угар.
По классификации Американского института нефти (API) базовые масла подразделяются на пять категорий:
· Группа I - базовые масла, которые получены методом селективной очистки и депарафинизации растворителями (обычные минеральные)
· Группа II- высокорафинированные базовые масла, с низким содержанием ароматических соединений и парафинов, с повышенной окислительной стабильностью (масла, прошедшие гидрообработку- улучшенные минеральные)
· Группа III- базовые масла с высоким индексом вязкости, полученные методом каталитического гидрокрекинга (НС-технология). В ходе специальной обработки улучшают молекулярную структуру масла, приближая по своим свойствам базовые масла группы III к синтетическим базовым маслам IV группы. Не случайно масла этой группы относят к полусинтетическим (а некоторые компании даже к синтетическим базовым маслам).
· Группа IV– синтетические базовые масла на основе полиальфаолефинов (ПАО). Полиальфаолефины, получаемые в результате химического процесса, имеют характеристики единообразной композиции, очень высокую окислительную стабильность, высокий индекс вязкости и не имеют молекул парафинов в своем составе.
· Группа V – другие базовые масла, не вошедшие в предыдущие группы. В эту группу входят другие синтетические базовые масла и базовые масла на растительной основе.
Классификация смазок
В России выпускается более 100 видов гсм, смазок.
В бывшем СССР до 1979 года наименования смазок устанавливали произвольно. В результате одни гсм, смазки получили словесное название, другие номер, третьи - обозначение создавшего их учреждения. В 1979 году был введен ГОСТ 23258-78 (действующий в настоящее время в России), согласно которому наименование смазки должно состоять из одного слова и цифры.
Гсм, смазки классифицируют по консистенции, составу и областям применения:
По консистенции гсм, смазки разделяют на полужидкие, пластичные и твердые. Пластичные и полужидкие смазки представляют собой коллоидные системы, состоящие из дисперсионной среды, дисперсной фазы, а также присадок и добавок. Наибольшее применение пластичные смазки получили в подшипниках качения и скольжения, шарнирах, зубчатых, винтовых и цепных передачах, многожильных тросах.
Наиболее существенными, влияющими на эффективность применения пластичных гсм, смазок, являются следующие факторы:
· особенности узлов трения и условия и условия эксплуатации гсм, смазок - температура, нагрузка, скорость перемещения трущихся пар;
· совместимость гсм, смазок с конструктивными материалами;
· совместимость гсм, смазок друг с другом при их возможном смешивании.
Твердые гсм, смазки до отвердения являются суспензиями, дисперсионной средой которых служит смола или другое связующее вещество и растворитель, а загустителем -дисульфид молибдена, графит, технический углерод и т.п. После отвердения (испарения растворителя) твердые гсм, смазки представляют собой золи, обладающие всеми свойствами твердых тел и характеризующиеся низким коэффициентом сухого трения.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--