Реферат: Методи автоматичного контролю та оптимізації технологічних комплексів мокрої магнітної сепарації залізних руд
Розроблений метод технологічного контролю комплексу магнітної сепарації з перечищенням промпродукту. Функціональна схема системи технологічного контролю, а також її статичні характеристики, наведені на рис.7,8.

Рис.7. Функціональна схема системи автоматичної оптимізації, де: 1, 2 - магнітні сепаратори; 3, 4 - електродвигуни; 5, 6 - вимірювальні перетворювачі активної потужності; 7, 8 - суматори; 9 - релейний блок; 10 - регулятор густини зливу; 11 - клапан витрати води; 12 - густиномір; 13 - класифікатор; BK - витрата води у класифікатор; ![]() - продуктивність твердої фази пульпи класифікатора; ±∆g - сигнал зміни густини зливу класифікатора;
- продуктивність твердої фази пульпи класифікатора; ±∆g - сигнал зміни густини зливу класифікатора; ![]() - продуктивність за магнітним продуктом сепараторів першого прийому; P 1 , P 2 - вихідні токові сигнали вимірювальних перетворювачів активної потужності; C - постійний зсув;
- продуктивність за магнітним продуктом сепараторів першого прийому; P 1 , P 2 - вихідні токові сигнали вимірювальних перетворювачів активної потужності; C - постійний зсув; ![]() - завдання регулятору густини зливу.
- завдання регулятору густини зливу.

Рис.8. Статичні характеристики системи, де: g - густина зливу класифікатора; g 0 - оптимальна густина зливу; g A - квазіоптимальна густина зливу класифікатора у робочій точці А ; ![]() і
і ![]() - статичні характеристики активної потужності, споживаної електродвигунами сепараторів першого і другого прийому;
- статичні характеристики активної потужності, споживаної електродвигунами сепараторів першого і другого прийому; ![]() - зсунута статична характеристика;
- зсунута статична характеристика; ![]() і
і ![]() - оптимальні значення сигналів активної потужності; C - постійний зсув; d - помилка системи.
- оптимальні значення сигналів активної потужності; C - постійний зсув; d - помилка системи.
Метод працює на диференціальному принципі екстремального регулювання.
У четвертому розділі на базі теоретичних і практичних результатів, що отримані в попередніх розділах, розроблена й досліджена безпошукова диференціальна система автоматичного контролю й оптимізації найбільш поширеного технологічного комплексу магнітної сепарації з паралельно працюючими магнітними сепараторами.
На рис.9 подана функціональна схема системи, а на рис.10 - її статичні характеристики.
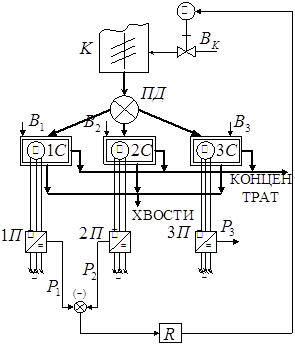
Рис. 9. Функціональна схема системи автоматичної оптимізації, де: К - класифікатор; ПД - пульподільник; 1С , 2С , 3С - магнітні сепаратори; 1П , 2П , 3П - перетворювачі активної потужності; R - регулятор; B 1 , B 2 , B 3 - витрати додаткової води в сепаратори; В к - витрата додаткової води в класифікатор; Р 1 , Р 2 , Р 3 - сигнали активної потужності приводних двигунів сепараторів.
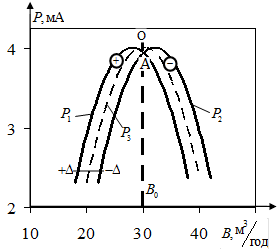
Рис. 10. Статичні характеристики системи, де: В 0 - оптимальне значення об'ємної витрати води на вході одного сепаратора; ![]() - збільшення додаткової води у ванну сепаратора; Р 1 , Р 2 , Р 3 - сигнали активної потужності приводних двигунів сепараторів.
- збільшення додаткової води у ванну сепаратора; Р 1 , Р 2 , Р 3 - сигнали активної потужності приводних двигунів сепараторів.
Сигнали P 1 і P 2 включені назустріч один одному. Різниця цих сигналів![]() надходить на вхід регулятора R , що через серводвигун управляє клапаном витрати води в класифікатор.
надходить на вхід регулятора R , що через серводвигун управляє клапаном витрати води в класифікатор.
Зсув статичних характеристик магнітних сепараторів формує управляючий сигнал U , знак якого визначає відхилення режиму роботи комплексу магнітної сепарації від заданого режиму, що відповідає точці A на рис.10:
![]() (11)
(11)
де K 3 - коефіцієнт передачі регулятора.
Визначені статичні та динамічні характеристики технологічного комплексу магнітної сепарації як об'єкта автоматичного управління.
Нормована автокореляційна функція коливань якості руди:
![]() (12)
(12)
де ![]() ;
; ![]() .
.
Нормована автокореляційна функція коливань якості витрати води:
![]() , (13)
, (13)
де ![]() .
.
Виконані розрахунки параметрів налаштування системи за критерієм мінімуму середньоквадратичної помилки. На рис.11 наведений графік залежності середньоквадратичної помилки регулювання ![]() від коефіцієнта передачі регулятора K , а на рис.12 - графік зміни помилки системи при її східчастій зміні.
від коефіцієнта передачі регулятора K , а на рис.12 - графік зміни помилки системи при її східчастій зміні.
Розроблені схеми алгоритмів технологічного контролю та автоматичної оптимізації технологічного комплексу магнітної сепарації. Запропонована технічна реалізація системи на основі використання промислових комп'ютерних робочих станцій.
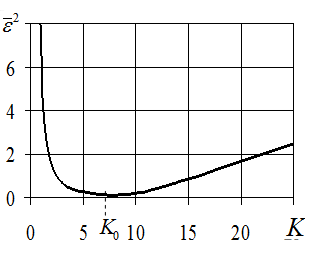
Рис. 11. Графік залежності середньоквадратичної ?