Реферат: Методы разделения пластин и подложек
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
кафедра ЭТТ
РЕФЕРАТ на тему:
"Методы разделения пластин и подложек"
МИНСК, 2009
Технология производства интегральных схем на стадии подготовки кристаллов и плат к сборке в корпусах предусматривает разделение полу проводниковой пластины, диэлектрической подложки с функциональными схемами на отдельные кристаллы (платы). Полупроводниковая пластина поступающая на операцию разделения и аккумулирующая в себе значительные трудовые и материальные' затраты, обладает большой стоимостью. Это обстоятельство налагает высокую ответственность на операцию разделения, определяет ее важное место во всей технологической цепочке производства.
Требования к операции разделения пластин формируются в соответствии с требованиями, предъявленными к кристаллу. Основными и них являются высокий процент выхода годных кристаллов; геометрическая точность кристаллов; низкий уровень сколов по краям кристаллов.
Традиционные методы резки, применяемые в металлообрабатывающей промышленности, Не Всегда могут быть использованы, т. к. Полупроводниковые материалы отличаются высокой твёрдостью и хрупко стыо. Кроме того, традиционная механическая резка сопряжена < большими потерями дорогостоящего полупроводникового материала Наибольшее распространение в технологии микроэлектроники получили следующие способы разделения пластин на кристаллы:
резка пластин на кристаллы диском с наружной режущей кромкой или с применением абразива;
· резка пластин на Кристаллы стальными полотнами и проволокой с применением абразива;
· разделение пластин на кристаллы скрайбированием с последующей ломкой;
· ультразвуковая резка пластин;
· разделение пластин на кристаллы травлением.
Из перечисленных способов наибольшее распространение нашли: резка алмазным режущим диском, скрайбирование алмазным резцом и ла зерное скрайбирование с последующей ломкой.
Резка алмазным режущим диском (ДАР) наиболее простой и легко осуществимый в Производственных условиях способ резки полупроводниковых материалов. Алмазная кромка диска "обладает высокой режущей способностью.
Механизм резки полупроводникового материала ДАР следующий: каждое алмазное зерно представляет собой микрорезец, который снимает мельчайшие стружки с обрабатываемой поверхности полупроводникового материала. Резка производится на высоких скоростях (около 5000 об/мин), с одновременным участием в резании большого количества алмазных зёрен, и результате чего достигается высокая производительность обработки. При резке выделяется большое количество тепла, поэтому ДАР необходимо охлаждать водой или специальной охлаждающей жидкостью.
На рисунке 1 показана схема резки полупроводниковой пластины диском с наружной алмазной режущей кромкой. Диск 1 устанавливается на шпинделе станка и зажимается с двух сторон фланцами 2. В процессе резания алмазный режущий диск вращается с большой скоростью и охлаждается жидкостью 3. Разрезаемую полупроводниковую пластину 4 закрепляют клеящей мастикой 5 на основание 6.
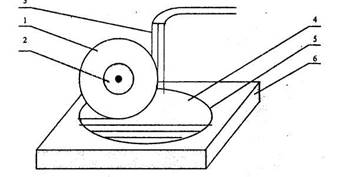
Рисунок 1. Схема резки полупроводниковой пластины диском с наружной алмазной режущей кромкой.
Для увеличения производительности на шпинделе станка через прокладку размещают несколько ДАР (в среднем до 200). Толщину прокладок выбирают в зависимости от требуемых размеров обработки.
Основным недостатком резки диском с наружной режущей кромкой являлась" невысокая жесткость Инструмента (ДАР), зависящая в основном от соотношения его размеров (толщины и внешнего диаметра). Один из путей повышения жесткости инструмента (ДАР) - увеличение скорости его вращения. Возникающие 'при этом центробежные силы направляют по радиусу ДАР, придают ему дополнительную жесткость, однако при большом числе оборотов (свыше 10 000 об/мин) возникают вибрации станка и режущего инструмента.
Другой путь увеличения жесткости - это применение более толсто основы ДАР, однако при этом получается большая ширина пропила, также увеличиваются потери полупроводникового материала.
Жесткость инструмента может быть увеличена также за счет уменьшения разности внешнего диаметра ДАР и прижимных фланцев или прокладок. Установлено, что ДАР будет обладать большей жесткостью, если режущая кромка выступает за края прокладок не более чем на 1,5 толщины разрезаемого материала.
Современный ДАР (рисунок 2) представляет собой алюминиевый корпус, на котором электрохимическим методом осажден никель (в качестве связующего материала) с различными абразивными включениями (для разделения полупроводниковых пластин, например, используют мелкие зёрна алмаза размером 3-5 мкм), а затем с части корпуса никель удален хим1 ческйм травлением для вскрытия режущей Кромки.

Рисунок 2. Современный ДАР:
1 - прижимная прокладка; 2 - адгезионный материал; 3 - абразивный слой; 4 - алюминиевый корпус; b - толщина лезвия; h - высота лезвия; d - посадочный диаметр ДАР; p - внешний (рабочий) диаметр ДАР
При резке пластин ДАР на скоростях вращения инструмента выше 6700 об/с вследствие интенсификации гидромеханических процессов возраста величина сколов в зоне реза. Проблема устранения этих явлений была решена в конструкции диска, где за счёт введения тонкого слоя алмазно-адгезионного материала между абразивным слоем режущей кромки опорным кольцом диска обеспечивается поглощение энергии колебаний стоячих волн в режущей кромке и обеспечивается более высокое качество юза.
Усовершенствованным вариантом ДАР является конструкция, представляющая собой тончайшее лезвие в форме круга, основой которого является эластичный компаунд с равномерно распределенными в нём по объёму алмазными зёрнами. Гонкое лезвие зажимается между двумя обкладками, придающими ему жёсткость. Такой диск обеспечивает получение ширины реза, равной его толщине.
Алмазный режущий диск - своеобразный абразивный инструмент, и поэтому боковые плоскости кристалла имеют вид шлифованной поверхности. Благодаря использованию высоких скоростей движения ДАР можно резать хрупкие, твёрдые и другие материмы. Качество разделения пластин и износостойкость дисков определяется, в первую очередь, точностью оборудования и правильным выбором технологических режимов резания. Выбор оптимального технологического режима обработки определяется свойствами обрабатываемых материалов, глубиной резки и допустимым уровнем сколов.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--