Реферат: Научные основы технологии и оборудования гранулирования активных масс и формования положительных электродов литиевых источников тока
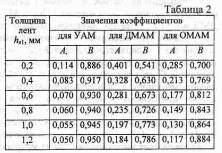
Выше речь шла о продольной усадке лент. Поперечная усадка является причиной образования продольных трещин в AM. Установлена анизотропия усадки лент AM: усадка лент AM в продольном направлении прокатки выше усадки лент в поперечном направлении. Причиной анизотропии усадки является структурная анизотропия. Получены уравнения регрессии, связывающие продольную и поперечную усадку, а также массивы коэффициентов поперечной усадки, позволяющие рассчитать изменение ширины лент во время сушки и, соответственно ширину бочек валков накатки. Показано, что при достижении указанных выше граничных значений плотности масс продольных трещин в лентах не образуется.


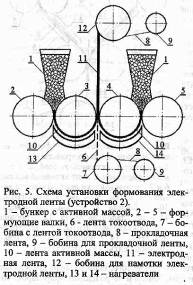

Разработан математический аппарат для расчета параметров процесса формования ЭЛ из водных и водно - спиртовых паст AM. Формование осуществляется способом последовательного уплотнения в валках с тканевыми оболочками. Предложенная модель позволяет определить толщину электродной ленты, максимальное обжатие для любого прохода, требуемое обжатие е максимальное суммарное обжатие для данной установки та, толщину слоя пасты на формующих валках h, требуемое число проходов я и суммарное число слоев ткани на валках к -%, максимальную толщину электродных лент после и уплотнений Ам т т.е. все основные параметры процесса формования. Так, максимальная толщина лент, формуемых на данной установке равна: при одинаковых толщине и пористости слоев - начальная плотность пасты AM и плотность AM после п уплотнительных проходов по сухому остатку, khhnp и Рщ, - число слоев ткани на паре валков, их толщина А и пористость P„p,j - номер валка, hvj и Pvj толщина и пористость оболочки на валке, пит - число пар валков и число оболочек на валках.
Таким образом, разработанный математический аппарат дает возможность рассчитать и оптимизировать как параметры процесса формования, так и параметры формующей установки, решить все прямые и обратные задачи при расчете параметров процесса формования.
В ходе исследования формования лент из водных паст решены проблемы снижения тиксотропности пасты AM путем введения в состав добавок. Так, введение натрийлаурилсульфата позволяет сохранять реологические характеристики паст до 5 и более суток. Рекомендованные добавки повышают удельную емкость (по объему) электродов на основе МпОг и СиО.
Доказана возможность получения заготовок для формования ДМЭЛ экструзией по схемам прямого и обратного прессования. Плотность экструдата в виде стержней круглого сечения составляет 1, 20. -1,75 г/см3. Получены зависимости плотности от размера гранул AM и истинной деформации. Результаты могут служить основой технологии формования стержневых и полых электродов цилиндрических источников тока.
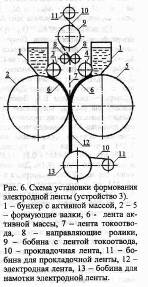
Пятая глава посвящена синтезу оборудования для формования ленточных электродов.
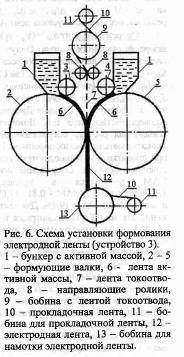
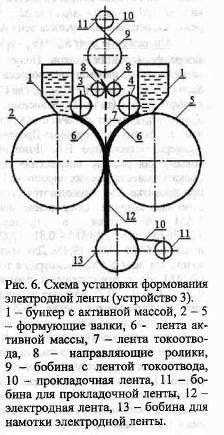
Исследована бункерная подача AM в валки. Определены углы естественного откоса, условия отсутствия сводообразования, зависимости скорости и высоты поднятия гептана в слое AM от времени пропитки и размера гранул. Разработаны бункерные устройства подачи, позволяющие производить непрерывную пропитку и подачу гранул AM. Определена оптимальная геометрия бункера для подачи и пропитки AM с расширяющейся нижней частью и углами наклона боковых стенок 0...5 град. Исследована принудительная подача пропитанной AM поршнем-толкателем. Получены зависимости удельной емкости и плотности формуемых лент от давления ?