Реферат: Обертові печі
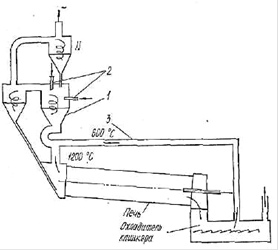
Рис.3.
У зв'язку із значним зменшенням теплового навантаження на піч представляється можливим зменшити її діаметр, отже, понизити металоємність, підвищити стійкість футеровки, спростити обслуговування.
Так, в пічному агрегаті продуктивністю 3000 т клінкеру в доба пекти 6,4 х 95 м замінюється піччю 4,5 х 80м.
Конструкції печей, що обертаються
До основних елементів і вузлів печей, що обертаються, відносяться наступні: корпус, бандажі, роликоопори, відкрита зубчата передача, головний і допоміжний приводи, пристрої для утримання печі від сповзання, внутрішньопічні теплообмінні пристрої, ущільнення гарячого і холодного кінців печі.
Корпус печі, що обертається, 5 X 185 м (мал.4), вживаної при мокрому способі виробництва цементу, є зварним барабаном І з листової сталі завтовшки 30...110мм, футерований всередині вогнетривкою цеглиною і що спирається бандажами 2 на сім роликоопор 3. Роликоопори у вигляді двох що рознесли по ширині роликів змонтовані на рамах і встановлені на фундаментних опорах 4
Піч має ухил до горизонту, становлячий 3,5%. В даній конструкції вона утримується від сповзання гідроупорами. При такій системі пекти забезпечується наполегливими роликами 5 і гідроциліндрами 6. Печі старих конструкцій утримують від сповзання роликами, встановленими на декількох опорах з перекосом по відношенню до подовжньої осі печі.
Пекти приводиться в зрощення головним приводом 7, розташованим на опорі IV, через відкриту зубчату передачу 8. Привід печі двосторонній. Пекти забезпечується також допоміжним приводом 9, який використовується для провертання корпусу з малою частотою обертання при виконанні ремонтних і футеровочних робіт, а також в аварійних ситуаціях.
В печі навішується ланцюгова завіса 10 у вигляді гірлянд або кінців ланцюгів, що вільно висять. Холодний і гарячий кінці печі мають ущільнення 11,12. Ущільнення гарячого кінця печі виконано аеродинамічним.
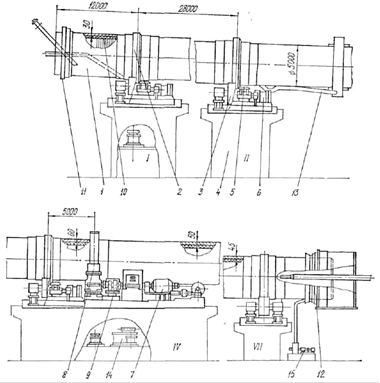
Рис.4.
Піч забезпечена пристроєм 13 для введення уловлюваної в пиловловлювачах пилу за ланцюгову зону. Станції циркуляційного рідкого мастила 14 призначені для подачі масла в редуктор і підшипники приводу, в підшипники роликоопор, в ті, що зачіпляють вінцевих і підвінцевих шестерень. Гарячий кінець печі охолоджується установкою вентилятора 15.
Розглянемо конструкцію основних вузлів і деталей печей.
Корпус. Один з найвідповідальніших елементів печі, що обертається, піддається не тільки силовим діям вагових навантажень, але випробовує і температурні напруги, нагріваючись в зоні спікання до 300...400 °С. Стійкість футеровки великою мірою залежить від жорсткості оболонки корпусу. Значні деформації корпусу приводять до різкого скорочення термінів служби футеровки. Найбільші деформації обичайок корпусу мають місце над опорами, отже, у опор жорсткість обичайок повинна бути більше, ніж в прольотах. Виходячи з цього обичайки корпусів розділяють на рядові (пролітні) і підбандажні, товщина яких більше, ніж пролітних.
Корпуси печей зварюються з окремих обичайок на місці монтажу в секції. Зварка монтажних секцій проводиться після збірки і вивіряння всього корпусу і нівелювання його по бандажах. Для виготовлення обичайок використовують листову сталь М16С або ВСТЗсц, при експлуатації печей в північно-східних районах рекомендується низьколегована сталь 09Г2С з низьким порогом холодоломкості. Розглянемо конструкцію корпусу печі 7/6,4 х 95 м (мал.5). Для зниження швидкості газового потоку у вихідному перетині печі діаметр кінця корпусу на довжині близько 15 м збільшений до 7 м.
Товщина пролітних обичайок корпусу І по довжині печі різна - від 36 до 60 мм, а підбандажних - від 60 до 90 мм На підбандажні обичайки наварені накладки 2, на які проводиться посадка бандажів. Для запобігання пересипання що подається в піч сировинної суміші в завантажувальну головку до холодного кінця корпусу прикріплений усічений конус 3, діаметр вхідного перетину якого рівний 4950 мм На гарячому кінці корпусу після перехідної секції, яка зменшує діаметр з 6,4 до 5,3 м, встановлений кожух охолоджування, виконаний у вигляді зовнішньої обичайки 4 з конусною частиною. Простір між корпусом печі і кожухом утворює сорочку охолоджування, в яку для запобігання перегріву гарячого кінця корпусу нагнітається з боку конуса повітря установкою вентилятора.
На зовнішній обичайці кожуха 4 передбачені елементи ущільнення гарячого кінця печі. Таке рішення, вживане в сучасних конструкціях печей як типове, достатньо ефективно. Воно дозволяє значно поліпшити умови роботи не тільки обичайки гарячого кінця корпусу, але і елементів ущільнення, завдяки тому, що останні розташовуються на охолоджуваному кожусі, температура стінок якого значно нижче за температуру корпусу.
Торець розвантажувального кінця корпусу захищається футеровочними плитами 5 з жаростійкої сталі. Для подачі і видалення елементів футеровки, а також для відбору проб обпалюваного матеріалу по довжині корпусу печі встановлені спеціальні люки 6.
Конструкції гарячих кінців корпусів печей 5 X 185 м і 6,4 X 95 м. Для запобігання переливання шламу в пилеосаджувальну камеру на холодному кінці печі 5 х 185 м в корпус печі вварено підпірне кільце, діаметр вхідного перетину якого складає 3500 мм
В печах мокрого способу виробництва з холодного кінця навішуються ланцюги (ланцюгова зона). Для цього до корпусу печі приварюють вузли кріплення ланцюгів.
Бандажі. Корпус печі спирається на роликоопори бандажами. Збірка і зварка останніх проводиться на місці монтажу з напівкілець, заздалегідь оброблених на заводі-виготівнику. При установці бандажів враховують різне теплове розширення підбандажної обичайки і бандажа. В холодному станів між бандажем і підбандажною обичайкою передбачають зазор на теплове розширення обичайки. Зазори вибираються такими, щоб забезпечувалася щільна посадка бандажа. Якщо зазор в сполученні бандаж - підбандажна обичайка не усунений, при обертанні печі має місце відносне переміщення поверхонь, що сполучаються, отже, їх зношування. Для виключення цього зазор вибирають так, щоб при розігріванні корпусу печі отримати посадку з деяким тепловим натягом, що забезпечує більш надійне з'єднання бандажа з корпусом. Проте в цьому випадку при розрахунку підбандажної обичайки і бандажа слід враховувати напруги від теплового натягу. Бандажі, як правило, встановлюють на заздалегідь приварені до підбандажної обичайки корпуси печі накладки завтовшки 25...40 мм неповним, рівними ширині накладок.
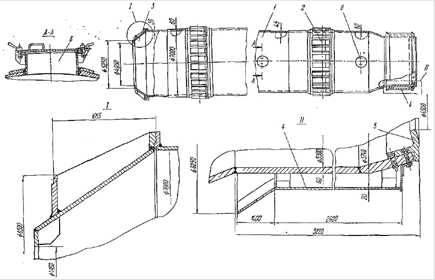
Рис. 5.
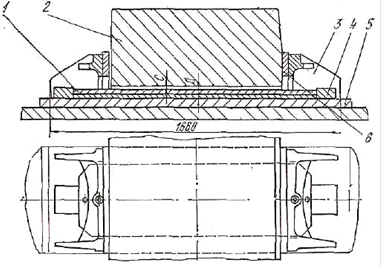
Рис. 6.
Найбільш поширений наступний спосіб установки бандажів (мал.6). Між бандажем 2 і привареними до підбандажної обичайки накладками 5 введений набір прокладок 1 завтовшки Д, які забезпечують необхідний тепловий зазор С. Бандаж утримується від осьових зсувів черевиками 5, привареними до накладок 5. Фіксація прокладок 1 здійснюється черевиками і упорами 4, які також приварюють до накладок 5. Між черевиками і бандажем передбачена установка наполегливих (торців) прокладок 6. При монтажі печі бандаж опори, на якій розташовується привід, остаточно закріплюється черевиками. Бандажі всієї решти опор фіксуються тимчасовими упорами. Остаточна установка і закріплення бандажів черевиками проводяться після визначення взаємного положення бандажів і роликоопори на гарячій печі. Іноді бандаж надягає на вужі приварені до підбандажної обичайки і обточені по зовнішній поверхні накладки з розрахунковим зазором. Від осьових зсувів бандаж утримується приварюваними до накладок упорами.
Беззазорне з'єднання бандажів з корпусом для печі 5 х 185 м забезпечується при теплових зазорах 2. .,6 мм
Застосування набору проміжних елементів при установці бандажів на корпусі печі сприяє зниженню теплопередачі від корпусу до бандажа і зменшує додаткові теплові напруги в ньому, пов'язані з перепадом температур між внутрішньою і зовнішньою поверхнями тіла бандажа. Різниця цих температур в гарячій зоні може досягати 100 °С. Такой великий перепад температури по товщині бандажа обумовлений тим, що внутрішня його поверхня контактує через прокладки з розігрітим корпусом, а зовнішня - з атмосферою.
Перспективною вважається більш проста і зручна в експлуатації конструкція з вварними бандажами (мал.7), не дивлячись на велику різницю температур в такому варіанті. При цьому конструктивні форми бандажа не повинні приводити до великих і різких температурних перепадів по товщині. Застосування таких бандажів дозволяє значно спростити конструкцію печі і її експлуатацію, підвищити жорсткість, понизити масу.