Реферат: Обработка давлением и пайка металлов
5. Металлокерамический — осуществляется припоями наполнителями (порошками или волокнами) более тугоплавких, чем припои, металлов. Шов образуется в результате взаимодействия жидкой части припоя с основным металлом и наполнителем, что приводит к повышению температуры плавления и прочности металла шва. Такие припои обладают малой растекаемостью, и перед пайкой их закладывают в зазор между деталями.
Нагрев деталей при пайке может быть местным (в районе шва) и общим. По температурам плавления припои делятся на мягкие (Тп > 450 °С) и твердые (Тп = 450…900 °С). Местный нагрев может производиться пламенем газовой горелки, индукционным нагревом, паяльником. Общий нагрев производится в печах, пайкой погружением в ванну расплавленных солей, флюсов, припоя.
Взаимодействие между металлами при пайке может завершаться на разных стадиях развития процессов между основным металлом и припоем. В соответствии с этим будут меняться состав, структура спая и отдельных зон паяного соединения. Если процесс прекращается на стадии возникновения химических связей, когда можно пренебречь взаимной диффузией паяемого металла и расплава припоя, то образуется бездиффузионный спай. Последующая выдержка во времени создает условия для развития диффузионных процессов. Спай, который образуется в условиях протекания растворно-диффузионных процессов, называют растворно-диффузионным. Спаи, возникающие в результате контактного плавления (переход в жидкое состояние разнородных материалов при температуре ниже их точки плавления), относят к контактно-реакционным.
6. Классификация флюсов, припоев. Инструмент для проведения процесса соединения металлов
Флюсы для пайки
Следует отметить, что наряду с тщательной подготовкой поверхности детали в процессе пайки происходит окисление металла из-за нагрева поверхности, могут возникнуть окисные пленки в процессе длительного хранения деталей после обработки поверхности. Поэтому при пайке практически всегда применяют флюсы, которые предназначены для защиты металла от окисления кислородом из окружающей среды, очистки поверхностей от окисных пленок и улучшения смачиваемости металла припоем.
Флюс для пайки должен иметь меньший удельный вес и температуру плавления, чем припой, и в расплавленном виде хорошо смачивать металл. Эти свойства способствуют очистке поверхностей от окисных пленок до плавления припоя и вытеснению флюса по мере растекания припоя. В зависимости от свойств паяемых металлов и применяемых для них припоев флюсы можно разделить на три группы.
Флюсы, предназначенные для пайки мягкими припоями на основе олова и свинца. Основой таких флюсов служат органические соединения (канифоль, вазелин), хлориды цинка или аммония. При температуре 300...400. °С канифоль разлагается с выделением углерода и водорода, что ведет к интенсификации восстановления окислов паяемого металла. В нашей стране и за рубежом разработано большое количество флюсов для низкотемпературной пайки черных и цветных металлов. Перечисленные выше органические вещества в чистом виде в настоящее время применяются редко. Большое применение нашли органические флюсы, активированные различными неорганическими соединениями. Такие флюсы используются для пайки не только меди и ее сплавов, но и конструкционных углеродистых и коррозионностойких высоколегированных сталей. Примером может служить флюс ЛМ-1, предназначенный для пайки хромоникелевых, коррозионностойких сталей припоем с содержанием олова 30%. Он имеет состав: ортофосфорная кислота 32%, канифоль 6%, спирт этиловый 62%. Температурный интервал активности флюса составляет 200...240 °С. Другой флюс состава: хлористый цинк 48%, хлористый аммоний 12% и вода 40% — предназначен для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов и имеет температурный интервал активности 150...320 °С.
Флюсы, предназначенные для пайки твердыми припоями. Они содержат фтористые соединения, фторобораты и обязательно борный ангидрид, борную кислоту, или плавленую буру. Флюсы получают методом сплавления компонентов, используют сплав в виде порошков или паст, замешанных на воде, спирте или других связках. Так, для пайки инструкционных и коррозионностойких легированных сталей служит флюс марки ПВ209, имеющий состав: калия фтористого 41...43%, оксида бора 34...36%, тетрафторбората калия 22...24%. Температурный интервал активности 800... 1200 °С. Флюс марки 18В служит для пайки сталей, никелевых, медных сплавов серебряными припоями, содержит фтористый калий и борную кислоту его температурный интервал 550...850 °С.
Флюсы, предназначенные для пайки алюминия и его сплавов (фториды и хлориды металлов). Примером может служить флюс марки Ф5, содержащий хлористый калий (45%), хлористый магнии (28%), фтористый натрий (10%), хлористое олово (3%), хлористый кадмий (4%). Температурный интервал его активности 420...620 °С, и он предназначен для пайки алюминиевых сплавов.
Газовая пайка. При этом способе нагрев места пайки осуществляется газовыми горелками. Для пайки мелких деталей пользуются горелками, работающими на воздухе с природным (метаном), или другим горючим газом, или же ацетиленом. Для крупных деталей применяют горелки, работающие на кислороде с метаном или другими горючими газами, в особенности ацетиленом. Кислородно-ацетиленовые горелки применяют как специальные для пайки, дающие широкий факел, так и нормальные, сварочные. Специальные горелки для пайки создают менее концентрированный нагрев и охватывают пламенем сразу значительную поверхность; пламя поддерживается с небольшим избытком ацетилена.
Пайка погружением. При этом способе пайка производится погружением изделия в ванну с расплавленным припоем или в ванну с расплавленными солями. Для металлических ванн обычно используют медно-цинковые припои. Расплавленный припой в ванне покрывают слоем флюса. Поверхность изделия, которая должна остаться чистой, без припоя, смазывают пастами и растворами, препятствующими ее смачиванию.
Соляные ванны для твердой пайки устраивают по типу соляных ванн, для термообработки стали. Особенно удобны ванны с электрическим нагревом. Соляная смесь обычно состоит из хлоридов калия и бария КС1 + ВаС12 . Состав ванны для любого температурного интервала можно подобрать, меняя соотношения составных частей соляной смеси.
Детали собирают и на поверхность, подлежащую пайке, наносят флюс между кромками или около места соединения размещают припой, после чего детали скрепляют и обмакивают в ванну. Соляная ванна обеспечивает постоянный температурный режим с точностью ± 5° С и защищает место пайки от окисления. Деталь, вынутую из ванны, защищает от окисления при охлаждении пленка расплавленных солей, которая по охлаждении может быть удалена промывкой в горячей воде.
Пайка погружением в ванны отличается высокой производительностью, однородностью качества и может быть механизирована.
Электрическая пайка. Электрический нагрев места пайки может быть осуществлен различными методами: электрической дугой прямого или косвенного действия; пропусканием тока через место сварки; вихревыми токами, которые индуктируются в металле изделия переменными магнитными полями; за счет разогрева контакта между поверхностью изделия и токоподводящим электродом и т. д.
Для пайки дугой прямого действия медно-цинковые припои малопригодны ввиду летучести цинка и сильного его испарения и выгорания под действием высокой температуры дуги. Наиболее пригодны тугоплавкие медные припои с содержанием фосфора или кремния. Для пайки используют угольную дугу, которую направляют преимущественно на конец стержня припоя, касающегося основного металла; дуга не должна расплавлять кромки изделия.
Угольная дуга косвенного действия (дуговая горелка) заменяет газовую горелку и дает возможность выполнять процесс пайки твердыми припоями всех типов, как медно-цинковыми, так и серебряными. Технологически дуговая горелка менее удобна, чем газовая, и применяется обычно лишь при небольшом объеме работ по пайке.
Электрическую пайку сопротивлением можно выполнять на простых сварочных контактных машинах или на специальных электрических аппаратах для пайки. Нагрев места пайки производится пропусканием через него тока большой силы, который получают от низковольтного трансформатора, встроенного в корпус аппарата для пайки и составляющего с ним одно целое.
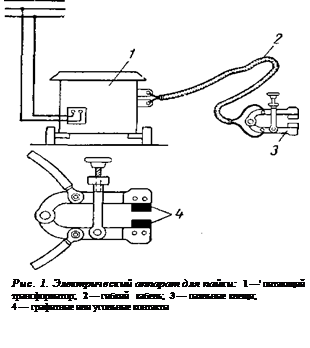
Более универсальными электрическими аппаратами для пайки являются аппараты, работающие по способу горячего контакта между угольным или графитным электродом и изделием. Такой аппарат состоит из двух основных частей: понижающего трансформатора, подвижного или стационарного, и клещей для пайки, соединяемых с заж?