Реферат: Оптическое стекло
На практике кривизна сфероцилиндрических линз распределяется по тем же принципам, как и в случае сферических линз. Кривизна линзы должна обеспечивать лучшее качество изображения при внеосевом направлении взгляда через линзу.
Цилиндр изогнут таким образом, что бывший прямым осевой меридиан становится изогнутым. Такая поверхность называется торической. У торической поверхности две разные главные силы, ни одна из которых не равна нулю. Меньшая из этих сил обычно называется базовой кривизной поверхности, а большая сила называется скрещенной кривизной. В случае простой цилиндрической поверхности базовая кривизна, расположенная вдоль оси, равняется нулю, а скрещенная кривизна просто равна силе цилиндрической поверхности. В случае торической поверхности осевой меридиан изогнут и цилиндрическая сила поверхности соответствует разности значений скрещенной и базовой кривизны. Торическая поверхность образуется вращением дуги окружности вокруг оси, лежащей в плоскости круга, но вне этого круга. В настоящее время существуют поверхности торической формы, у которых образующие не являются круговыми дугамии.
3. Особенности изготовления
Астигматические линзы имеют одну поверхность торической формы, другую - в виде сферы. Торические поверхности представляют собой поверхности, у которых кривизна в главных сечениях различна и постоянна, т. е. в меридиональном сечении радиус кривизны одного значения, а в противоположном ему (сагиттальном) - другого и может быть даже отличным по знаку. Такие поверхности, подобно сферическим, обрабатываются посредством алмазного фрезерования, шлифования и полирования при взаимном притирании сегментного торического инструмента и обрабатываемой поверхности на специальных станках. Так как размер обрабатываемой поверхности вдоль образующей не равен поперечному размеру, то в процессе изготовления должна быть обеспечена возможность раздельной регулировки величин возвратно-поступательного перемещения инструмента и вращения блока с закрепленными на нем линзами.
Для изготовления торических поверхностей астигматических очковых линз наиболее широко применяется трубчатый инструмент (рис. 6). Оси инструмента 2 и заготовки 1 не должны лежать в одной плоскости (l![]() 0), так как при l = 0 получится сферическая поверхность. Трубчатый инструмент (алмазное кольцо) вращается вокруг своей оси, и его рабочая кромка во время обработки непрерывно правится.
0), так как при l = 0 получится сферическая поверхность. Трубчатый инструмент (алмазное кольцо) вращается вокруг своей оси, и его рабочая кромка во время обработки непрерывно правится.
В положительных астигматических линзах выпуклая сторона является торической. С формирования этой стороны заготовки начинается процесс изготовления линзы. Последовательность операций в принципе такая же, как и при изготовлении стигматических очковых линз. Кривизну поверхности контролируют в двух взаимно перпендикулярных направлениях при помощи шаблонов. Готовые астигматические линзы контролируются с помощью диоптриметра и других приборов, как это предусмотрено при контроле стигматических линз.
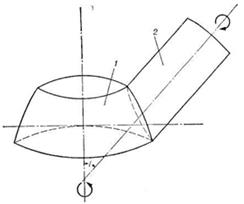
Рис 6. Схема расположения линзы и трубчатого инструмента при изготовлении торических поверхностей.
Станки для изготовления торических поверхностей
Изготовление астигматических очковых линз осуществляется на специальных станках, обеспечивающих получение торической поверхности. Обдирка при изготовлении торическои поверхности линзы в астигматических очковых линзах на некоторых отечественных предприятиях, где остается блочный метод обработки, производится алмазным кругом на станках "Карат-60", кинематика которого подобна кинематике сферотокарных станков. Обрабатываемый цилиндрический блок с линзами крепится в патроне станка. Алмазный круг, закрепленный в патроне суппорта, имеет две степени перемещения - к обрабатываемому блоку и вдоль него по заданному радиусу. Такое сочетание движений обеспечивает получение торической поверхности.
Станок "Карат-60" аналогичен станку для фрезерования торической поверхности с использованием алмазного инструмента фирмы "Оптибель" (Бельгия).
Шлифование и полирование торических поверхностей осуществляется при блочном методе обработки на специальных станках с горизонтально расположенным шпинделем (штанги с блоками линз), а при больших радиусах кривизны торической поверхности — с вертикальным расположением шпинделя. Торический блок с закрепленными на нем линзами обрабатывается каблучковым (торическим) шлифовальником (при полировании — аналогичным полировальником) .
Рабочая поверхность этих инструментов имеет торическую форму, один радиус кривизны которой соответствует радиусу кривизны блока с закрепленными линзами, а другой радиус кривизны этой поверхности, перпендикулярный первому, формирует аналогичный радиус готовой линзы. Каблучковые (торические) шлифовальники (полировальники) совершают только колебательные движения.
4. Контроль параметров
При расчете астигматической линзы ее рассматривают как две стигматические линзы, значения рефракций которых в вертикальном и горизонтальном сечениях соответствуют значениям рефракций астигматических линз в главных сечениях Fv, I и Fv, II. Поэтому расчет производится в три этапа. Первый этап — расчет параметров стигматической линзы в вертикальном сечении при минимуме астигматизма наклонных пучков. Второй этап - аналогичный расчет в горизонтальном сечении. Третий этап — нахождение среднего значения астигматизма наклонных пучков лучей, полученных по предыдущим результатам.
Астигматическая разность – разность между рефракцией второго и первого главного сечений.
Формула определения астигматической разности
As =Fv, II – Fv, I
При контроле уже готовых очков с астигматическими линзами положение главного сечения должно соответствовать указанному в рецепте Допустимые предельные отклонения не должны превышать значений, указанных в ГОСТ Р - 51193-98.

Список используемой литературы
1. Мо Джали "Оптические линзы", 2000 г.;
2. Власов "Оптика", 1982 г.;
3. Розенблюм Ю.З. "Оптометрия", 1996 г.;
4. Аветисов Э.С., Розенблюм Ю.З. "Оптическая коррекция зрения", 1981 г.;
5. Урмахер Л.С., Айзенштат Л.И. "Очковая оптика", 1982 г.