Реферат: Оптимизация моделей процессов производства
В этом случае задача моделирования сводится к тому, чтобы время опережения начала и окончания обработки партий деталей каждого наименования на передающем и получающем детали рабочих местах обеспечивало непрерывную обработку партий деталей с максимальной параллельностью.
Длительность производственного цикла обработки партий деталей в рассматриваемой постановке решения задачи может быть определена по формуле
 (1)
(1)
где ![]() - номер рабочего места, начинающего процесс обработки деталей данной группы;
- номер рабочего места, начинающего процесс обработки деталей данной группы;
k - номер рабочего места, на котором заканчивается процесс обработки деталей данной группы;
m - количество групп деталей;
d - количество деталей в группе;
![]() - величина смещения на j -м рабочем месте, на котором начинается процесс обработки i -й партии деталей;
- величина смещения на j -м рабочем месте, на котором начинается процесс обработки i -й партии деталей;
![]() - величина смещения на j -м рабочем месте, на котором заканчивается процесс обработки i -й партии деталей;
- величина смещения на j -м рабочем месте, на котором заканчивается процесс обработки i -й партии деталей;
![]() - время обработки групп деталей на рабочем месте, завершающем процесс обработки, следующих за r -й группой;
- время обработки групп деталей на рабочем месте, завершающем процесс обработки, следующих за r -й группой;
![]() - время обработки деталей групп, предшествующих r -й группе деталей на рабочем месте, начинающем процесс обработки;
- время обработки деталей групп, предшествующих r -й группе деталей на рабочем месте, начинающем процесс обработки;
![]() - время обработки партий деталей, предшествующих i -й партии деталей на рабочем месте, начинающем процесс обработки;
- время обработки партий деталей, предшествующих i -й партии деталей на рабочем месте, начинающем процесс обработки;
![]() - время обработки партий деталей, обработка которых следует заобработкой партии деталей i -ro наименования на рабочем месте, завершающем процесс обработки.
- время обработки партий деталей, обработка которых следует заобработкой партии деталей i -ro наименования на рабочем месте, завершающем процесс обработки.
Поскольку время обработки передаточных партий от очередности их обработки не зависит, критерием оптимизации является:
![]()
В первую очередь следует запускать в обработку партию деталей, которая обеспечивает наименьшую составляющую в общем смещении. Метод предполагает проведение пошаговой оптимизации: на каждом шаге ищется ![]() для партий деталей, очередность которых еще не определена. Величина
для партий деталей, очередность которых еще не определена. Величина ![]() зависит от
зависит от ![]() , которое определяется как сумма положительных разностей (
, которое определяется как сумма положительных разностей (![]() ). Здесь
). Здесь ![]()
![]() - соответственно время обработки партии деталей на передающем и получающем рабочих местах связанной пары.
- соответственно время обработки партии деталей на передающем и получающем рабочих местах связанной пары.
Следует учитывать, что положительная разность (![]() ) времени обработки детали n -й очереди запуска компенсируется лишь тогда, когда модуль отрицательной разности времени обработки детали (n + 1)-й очереди равен или больше разности (
) времени обработки детали n -й очереди запуска компенсируется лишь тогда, когда модуль отрицательной разности времени обработки детали (n + 1)-й очереди равен или больше разности (![]() )детали n -й очереди запуска.
)детали n -й очереди запуска.
Таким образом, при определении любой n -й очереди запуска необходимо проводить анализ знака разности времени обработки всех оставшихся деталей на всех парах связанных рабочих мест. Связи, у которых эти разности имеют знак плюс, из дальнейшего анализа следует исключать. Это же относится к связям, у которых все разности имеют только отрицательные значения.
На основании анализа разностей (![]() ) на технологически связанных парах рабочих мест и учитывая то, что эти разности со знаком минус являются компенсаторами, т.е. способны «гасить» положительные разности (
) на технологически связанных парах рабочих мест и учитывая то, что эти разности со знаком минус являются компенсаторами, т.е. способны «гасить» положительные разности (![]() ) деталей следующей очереди обработки, можно сформулировать правила, позволяющие улучшить полученные результаты оптимизации.
) деталей следующей очереди обработки, можно сформулировать правила, позволяющие улучшить полученные результаты оптимизации.
1. Если при очередной итерации окажется несколько минимальных значений ![]() , то в первую очередь запускается деталь, у которой сумма отрицательных разностей (
, то в первую очередь запускается деталь, у которой сумма отрицательных разностей (![]() ) по модулю наибольшая, так как она имеет большее значение компенсаторов.
) по модулю наибольшая, так как она имеет большее значение компенсаторов.
2.Если при очередной итерации у i -й детали на данной связанной паре рабочих мест разность (![]() ) со знаком плюс по модулю больше суммы разностей (
) со знаком плюс по модулю больше суммы разностей (![]() ) со знаком минус, то в этом случае в значении найденной суммы
) со знаком минус, то в этом случае в значении найденной суммы ![]() следует учитывать только абсолютную величину суммы отрицательных разностей.
следует учитывать только абсолютную величину суммы отрицательных разностей.
3. Если при очередной итерации определения очередности запуска деталей в обработку оказывается, что i -я деталь имеет у всех связей только положительные разности (![]() ), то такую деталь следует запускать в последнюю очередь, так как у этой детали нет компенсаторов.
), то такую деталь следует запускать в последнюю очередь, так как у этой детали нет компенсаторов.
Исследование большого объема статистических данных автоматизированного решения задачи показывает, что использование приведенных правил, улучшающих алгоритм поиска оптимальной очередности запуска деталей в обработку, приводит к уменьшению длительности производственного цикла на 40-50 %.
Результатом моделирования является формирование календарного расписания рабочих мест производственной системы, в котором учитывается информация о затратах времени на наладку и переналадку оборудования, принятый размер партии запуска и время смещений запуска деталей в обработку относительно первого рабочего места системы.
Для оптимизации размера партий, запускаемых в обработку деталей, может быть предложена следующая формула:
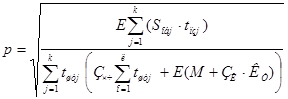 , (2)
, (2)
где р - размер партии запуска деталей в обработку, компл.;
Е - коэффициент эффективности капиталовложений;
S обj - стоимость оборудования j-ro наименования, р.;