Реферат: Особенности организации однопредметной прерывно-поточной линии
ОППЛ наиболее широко применяются в механообрабатывающих цехах массового и крупносерийного типов производства, а также в сборочных цехах, если работа связана с использованием оборудования или если на некоторых промежуточных операциях появляется брак. Во всех этих случаях технологические операции не синхронизированы. Вследствие неравенства или некратности операций такту (ритму) на таких линиях невозможно достигнуть непрерывности обработки предметов, работы оборудования и рабочих-операторов. Нарушение непрерывности производственного процесса вызывает необходимость создания межоперационных оборотных заделов (что служит показателем прерывности) и простоев оборудования.
Движение предметов труда на ОППЛ осуществляется параллельно-последовательно. На каждой операции обработка определенного количества предметов труда ведется непрерывно, а на следующие операции они подаются частями (транспортными партиями), чаще всего поштучно, по бесприводным транспортным средствам (скатам, склизам, желобам, рольгангам), работающим со свободным ритмом. При значительных расстояниях между рабочими местами или при большом весе предметов труда могут применятся распределительные конвейеры. После окончания обработки определенного количества предметов труда на одной операции рабочий переходит на другую операцию. Время, в течение которого повторяется изготовление определенного количества предметов на всех операциях принято называть периодом оборота или обслуживания поточной линии (То).
Для того чтобы привести к минимуму наличие оборотных заделов, простоя оборудования и рабочих, необходимо установить наиболее целесообразный регламент работы линии, который достигается расчетом следующих календарно-плановых нормативов: а) укрупненного такта (ритма) поточной линии; б) количество рабочих мест по операциям и по всей поточной линии; в) стандарт-плана работы поточной линии; г) размера и динамики движения межоперационных оборотных заделов; д) длительности производственного цикла.
Расчет укрупненного такта (ритма) поточной линии .
Расчет ведется по формуле аналогичной определению такта ОНПЛ.
Однако здесь имеются некоторые особенности: а) так как ОППЛ, как правило, работает со свободным тактом (ритмом), в эффективный фонд времени работы линии не включаются регламентированные перерывы; б) при наличии брака по некоторым промежуточным операциям технологического процесса определяется своя программа запуска и свой такт (ритм), по каждой операции.
Расчет количества рабочих мест по каждой i-ой операции и по всей поточной линии. Число рабочих мест (единиц оборудования) для ОППЛ по каждой i-ой операции и по всей поточной линии в целом, и коэффициент их загрузки определяются так же, как и для ОНПЛ . При этом средневзвешенный коэффициент загрузки оборудования на ОППЛ не должен быть ниже 0,75.
Явочное число производственных рабочих-операторов на ОППЛ определяется по стандарт-плану с учетом режима работы линии, последовательного и параллельного многостаночного обслуживания. Списочная численность определяется по формуле:
![]() (1)
(1)
где aн — добавочный процент числа рабочих-операторов на случай невыхода на работу (отпуск, больничный лист и т. п.); Ноб. i — норма обслуживания рабочих мест на i-ой операции; Спр. i — принятое число рабочих мест на i-ой операции; Ксм — число рабочих смен в сутки.
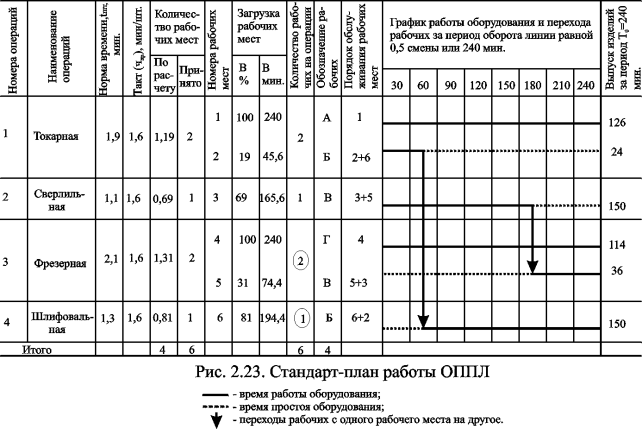
Построение стандарт-плана однопредметной прерывно-поточной линии. Стандарт-план ОППЛ составляется на период оборота (Т0), работа по которому повторяется до тех пор пока действует данная производственная программа. В практической деятельности за величину периода оборота ОППЛ, как правило, принимается одна смена (То = 480 мин). В этом случае Fсм=То=чпр*Nз. см и работа на линии повторяется из смены в смену. Итак прежде чем перейти непосредственно к построению стандарт-плана необходимо определить период оборота линии, рассчитать программу выпуска (запуска, если имеет место брак на отдельных операциях) на данный период времени (смену) и такт (ритм) потока.
Строится стандарт-план линии в форме таблицы. В нее вносятся все операции технологического процесса и нормы времени их выполнения; проставляется такт (ритм) потока и определяется необходимое число рабочих мест по каждой операции (расчетное и принятое) и в целом по линии; производится закрепление номеров за рабочими местами и определяется загрузка рабочих мест (в процентах и минутах); строится график работы оборудования по каждой операции и рассчитывается потребное количество производственных рабочих на каждой операции; строится график регламентации труда по линии и осуществляется распределение загрузки между производственными рабочими путем подбора работ; определяется окончательная численность производственных рабочих, присваиваются им условные знаки или номера и устанавливается порядок обслуживания рабочих мест.
|
 |
?????? ??????? ? ?????????? ????????-????? (1). ???????? ??????????? ?????????? ?? ????? 12600 ??. ???????. ? ?????? 21 ???????
день, работа ведется в 2 смены. Период оборота линии принят 0.5 смены. Брак на операциях отсутствует. Технологический процесс включает 4 операции: t1 = 1,9 мин.; t2 = 1,1 мин.; t3 = 2,1 мин.; t4 = 1,3 мин.
Рассчитать календарно-плановые нормативы и построить стандарт-план ОППЛ.
Программа выпуска за 0,5 смены составляет:
![]() , шт.
, шт.
Такт потока равен:
![]() мин / шт.
мин / шт.
Количество рабочих мест по расчету составляет 4 единицы, принимается 6 единиц и присваиваются номера с 1 до 6. Оборудование на рабочих местах № 2, 3, 5 и 6 полностью не загружено.
Расчетная численность производственных рабочих составляет 6 человек, после регламентации труда путем подбора работ (совмещения профессий), достаточно иметь 4 человека в смену. Поскольку линия работает в две смены, численность рабочих составляет
Чсп = 4 * 2 * 1.1 = 9 чел.
Методика расчета межоперационных оборотных заделов на ОППЛ, как правило, на ОППЛ образуется четыре вида заделов: технологические, транспортные, страховые и межоперационные оборотные. Однако, три первых из них такие же как и на ОНПЛ. И методика их расчета такая же. Четвертый вид задела — межоперационный оборотный — это количество предметов труда предназначенное для выравнивания производительности на смежных операциях, находящееся на рабочих местах в ожидании процесса обработки. Оборотные заделы позволяют организовать непрерывную работу на рабочих местах в течение более или менее продолжительного отрезка времени. Характерной чертой оборотных заделов является изменение их величины на протяжении часа, смены, полсмены (периода оборота) от нуля до максимальной величины. Размеры их, как правило, настолько велики, что весь расчет заделов на таких линиях сводят к расчету только межоперационных оборотных заделов, пренебрегая сравнительно небольшой частью трех первых заделов.
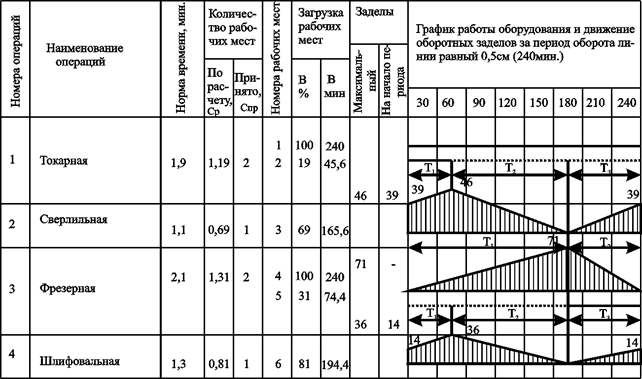
Расчет межоперационных оборотных заделов производится по стандарт-плану ОППЛ между каждой парой смежных операций. Для этого весь период оборота разбивается на части (частные периоды), каждая из которых — характеризуется неизменным числом работающих единиц оборудования на смежных операциях. Размер оборотного задела между двумя смежными операциями на каждом частном периоде (Т) определяется по формуле:
Zоб=(Т*Спр.i)/tшт.i – (T*Cпр.i+1)/tшт.i+1 (2)
где Т — частный период работы оборудования на смежных операциях, мин; Спр.i и Cпр.i+1 — число единиц оборудования, работающих на смежных i и i+1 операциях в течение частного периода времени Т; tшт.i и tшт.i+1 — нормы штучного времени соответственно на i и i+1 операциях, мин.
При расчете величины Zоб она может быть положительной или отрицательной. Положительное значение величины задела свидетельствует об увеличении его на отрезке Т, отрицательное — об уменьшении. После расчета величины оборотного задела на каждом из частных периодов между смежными операциями на одном из этих отрезков задел будет иметь максимальное значение. Это значение принимается для отсчета и построения графика изменения оборотного задела между двумя смежными операциями.
Расчет межоперационного задела рекомендуется производить в табличной форме (табл. 1).
Рассмотрим пример расчета величины межоперационных оборотных заделов на ОППЛ, стандарт-план работы которой приведен на рис. 1
На самом стандарт-плане или выделив из него все элементы (рис. 2) необходимые для расчета межоперационных оборотных заделов, между каждой парой смежных операций устанавливаются частные периоды времени, в течение которых работает неизменное число единиц оборудования. Например, такими частными периодами между 1й и 2й операциями являются: Т1, Т2 и Т3, между 2й и 3й – Т1 и Т2 и т. д. (см. рис. 2). Далее, исходя из загрузки рабочих мест определяется продолжительность каждого частного периода и заносится в графу 2 табл. 1. Например, Т1 = 45,6 мин., Т2 = 165,6 – 45,6 = 120 мин., Т3 = 240 – 165,6 = 77.4 мин. В графе 3 данной таблицы исходя из норм времени на выполнение смежных операций и количества единиц оборудования, по приведенной выше формуле, определяется величина оборотного задела по каждому частному периоду. После этого строится график движения оборотного задела (эпюры заделов) по каждой паре смежных операций за период оборота линии (рис. 2).
В графике указываются величина максимального оборотного задела между каждой парой смежных операций и величина межоперационного оборотного задела на начало периода оборота.
 |
--> ЧИТАТЬ ПОЛНОСТЬЮ <--