Реферат: Пайка и сварка
Специальным припоем является также «сильфос», состоящий из Ag-Cu-P. Он позволяет производить пайку сплавов медь — олово и медь — серебро без применения флюса. Выделяющийся при нагревании фосфор растворяет оксидный слой и образует предохранительную глазурь.
3) В зависимости от источника тепла методы пайки различаются следующим образом:
Латунные припои для железа и других металлов
| Наименование | Обозначение | Состав в% | Рабочая темпер., °С |
о фи £^ | Материал соединяемых деталей | Примеры применения |
| Латунный припой 54 | LMS54 | Си 33—55 Zn не менее 44 Si 0,2—0,4 | 890 | 8,3 | Медь, сталь и чугун | Приборы |
| Латунный припой 48 | LMs 48 | Си 47-49 Zn не менее 50 | 870 | 8,2 | ||
| Латунный припой 42 | LMs 42 | Си 41 —43 Zn не менее 56 | 345 | 8, 1 | Материалы, содержащие Ni, материалы, содержащие Си | Рукоятки и захваты |
| Серебряно-латунный припой |
LMs Ag | Си не менее 50 Zn не менее 40 Ag 4—6 Р + Si 0,5 | 810 | 8,4 | Сталь, ковкий чугун | Стальные детали с толщиной стенки только до 1 мм |
а) С паяльной горелкой; для этой цели пригодно любое мягко горящее пламя, как, например, светильный газ — воздух, ацетилен — сжатый воздух; однако водородно-кислородное пламя здесь непригодно.
Р) Пайка джоулевым теплом и токами высокой частоты. Эти методы пайки дают возможность обеспечить ограниченный местный нагрев и применяются в основном для сложных деталей. Поскольку в таких случаях почти никогда не удается обходиться без специального приспособления, целесообразно применять этот вид пайки лишь в случае большого количества однородных деталей.
у) Пайка в атмосфере защитного газа. Этот метод сильно развился в последние годы. Он допускает изящные пайки, выполнение которых другими путями почти невозможно. При этом следует иметь в виду, что прочность спайки стальных деталей в защитном газе почти равна прочности самой стали. В качестве защитного газа применяют Нг, а также смеси H2 +N2, Н2+СО2 и др.
б) При пайке окунанием детали погружаются в жидкую металлическую ванну. Этот метод применяется в большинстве случаев для очень маленьких деталей. Он дает очень хорошо наполненные плотно запаянные швы. Кроме того, на деталь, подвергаемую пайке, можно одновременно нанести поверхностный слой цветного металла.
4) Латунные припои непригодны, если паянные твердым сплавом металлические детали должны нагреваться в вакууме, так как цинк испаряется из них и осаждается на более холодных стеклянных стенках. В таких случаях рекомендуется применять серебряные припои, не содержащие цинка.
а) Алюминий допускает без особых трудностей пайку специальными твердыми припоями, имеющимися в продаже. При атом необходимо применять специальный флюс, который в большинстве случаев содержит хлористый литий. Пайка производится таким же образом, как и пайка стальных деталей. Необходимо только обеспечить небольшой перепад температур между расплавленным припоем и плавящимся алюминием, чтобы последний не был поврежден. Железо может быть припаяно к алюминию, если оно в месте спая будет предварительно омеднено. С алюминием также можно спаивать медь, латунь и другие металлы.
Р) Молибден и вольфрам можно спаивать с другими деталями латунным припоем при большом количестве буры.
у) Проволоки диаметром меньше 0,1 мм, например для термопар, могут сгореть при внесении их в пламя.
К угольной микрофонной мембране М, закрепленной на пластине, снизу прижат уголь дуговой лампы с остро заточенным кончиком. В электрическую цепь включают предохранительное сопротивление и выключатель. Ток идет от мембраны к углю; при замыкании тока место касания уголька и мембраны сильно нагревается, и на мембране появляется накаленное резко ограниченное пятно, которое после охлаждения можно узнать по темному цвету. Спаиваемые проволоки выравниваются на мембране так, чтобы место спая приходилось как раз на пятне, после чего, пользуясь флюсом и серебром или оловом с паяльной жидкостью, производят пайку, замыкая в цепи ток.
В продаже имеются серебряные припои для пайки тонких проволок.
б) Титан можно паять с чистым алюминием и с алюминиевым припоем при помощи твердого никелевого или медного припоя. Но все операции при этом необходимо производить в газозащитной атмосфере.
е) Твердые металлы хорошо обрабатываются флюсом, состоящим из борной кислоты или силикатной смеси. Применяемый припой должен легко менять форму, чтобы выравнивать различие в уменьшении размеров при остывании стали и твердых металлов.
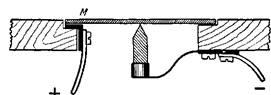
Рис. 1. Пайка тонких проволок.
Сварка
Та прочность, которая достигается при соединении деталей твердым припоем, для многих целей является недостаточной. Поэтому детали из одинаковых или подобных материалов сваривают вместе, добавляя вспомогательный материал или без него. Полученное таким приемом соединение является неразъемным.
а) Газовая сварка.Для нее применяется сварочная горелка, работающая в большинстве случаев на ацетилене и кислороде. Не так давно для лабораторий выпущен небольшой генератор ацетилена с емкостью около 1 кгкарбида, кроме того, в продаже имеются небольшие стальные баллоны с ацетиленом, обеспечивающие еще более чистое выполнение работ. Установка пригодна, между прочим, и для многих жестяных работ. Она не требует наличия каких-либо особых знаний или приготовлений, дешева в изготовлении и в эксплуатации.
При сварке поступают следующим образом: после выбора соответствующей горелки прежде всего закрывают краны горелки. Вслед за этим открывают ацетиленовый кран на генераторе или на стальном баллоне, а затем — кислородный кран. После этого несколько приоткрывают ацетиленовый кран на горелке, зажигают вытекающий из него газ и поворачивают кислородный кран на горелке, открывая его до тех пор, пока у выхода горелки не возникает маленький острый конус пламени. Теперь горелка готова к работе. Свариваемую деталь сначала обрабатывают на некотором расстоянии вокруг места сварки, после чего легким прикосновением конуса пламени начинают расплавлять шов и, добавляя материал в виде сварочной проволоки, постепенно заполняют весь шов целиком. Чтобы приобрести некоторую уверенность в этих работах, начинающим следует попросить опытного сварщика показать им все операции сварки.
Этим способом могут быть сварены почти все железосодержащие материалы.