Реферат: Переработка полимеров
Полистирол вспенивающийся, например, широко используется как теплозвукоизоляционный строительный материал. В радиоэлектронике он находит применение для герметизации изделий, когда надо обеспечить минимальные механические напряжения, создать временную изоляцию от воздействия тепла, излучаемого другими элементами, или низких температур и устранить их влияние на электрические свойства, следовательно, — в бортовой иСВЧ- аппаратуре.
1.3 ЭЛАСТОМЕРЫ
Обычно эластомеры называют каучуками. Воздушные шары, подошвы ботинок, шины, хирургические перчатки, садовые шланги – это типичные примеры изделий из эластомеров. Классическим примером эластомеров является природный каучук.
Макромолекула каучука имеет спиральное строение с периодом идентичности 0,913 нм и содержит более 1000 изопреновых остатков. Строение макромолекулы каучука обеспечивает его высокую эластичность – наиболее важное техническое свойство. Каучук обладает поразительной способностью обратимо растягиваться до 900% первоначальной длины.
Разновидностью каучука является менее эластичная гуттаперча, или балата, - сок некоторых каучуконосных растений, произрастающих в Индии и на Малайском полуострове. В отличие от каучука молекула гуттаперчи короче и имеет транс-1,4-строение с периодом идентичности 0,504 нм.
Выдающееся техническое значение натурального каучука, отсутствие его в ряде стран, в том числе в Советском Союзе, экономически рентабельных источников, стремление располагать материалами, превосходящими по ряду свойств (масло-, морозостойкость, прочность к стиранию) натуральный каучук, стимулировали исследования по получению синтетического каучука.
В настоящее время используется несколько синтетических эластомеров. Они включают в себя полибутадиены, сополимеры стирола с бутадиеном, акрилонитрила с бутадиеном (нитрильный каучук), полиизопрен, полихлоропрен (неопрен), сополимер этилена с пропиленом, сополимер изопрена с изобутиленом (бутиловый каучук), полифторуглерод, полиуретан и силиконовые каучуки. Сырьем для получения синтетического каучука по способу Лебедева служит этиловый спирт. Теперь разработано получение бутадиена из бутана через каталитическое дегидрирование последнего.
Ученые добились успеха и сегодня более одной трети резины, производимой в мире, изготовляется из синтетического каучука. Каучук и резина внести огромный вклад в технический прогресс последнего столетия. Вспомним хотя бы о резиновых сапогах и разнообразных изоляционных материалах, и нам станет ясна роль каучука в важнейших отраслях хозяйства. Более половины мирового производства эластомеров расходуется на производство шин. На изготовление покрышек для малолитражки нужно около 20-ти кг каучука, причем разных сортов и марок, а для самосвала почти 1900 кг. Меньшая часть идет на остальные виды резиновых изделий. Каучук делает нашу жизнь удобнее.
1.4 ВОЛОКНА
Всем нам известны волокна природного происхождения, такие, как хлопок, шерсть, лен и шелк. Также нам знакомы синтетические волокна из найлона, полиэфиров, полипропилена и акрилов. Основной отличительной чертой волокон является то, что их длина в сотни раз превосходит их диаметр. Если натуральные волокна (кроме шелка) представляют собой штапельные волокна, то синтетические могут быть получены как в виде непрерывных нитей, так и в виде штапельною волокна.
С точки зрения потребителя волокна могут быть трех типов; повседневного спроса, безопасные и промышленные.
Волокнами повседневного спроса называют волокна, используемые для изготовления нижней и верхней одежды. В эту группу входят волокна для изготовления белья, носков, рубашек, костюмов и пр.Эти волокна должны обладать соответствующей прочностью и растяжимостью, мягкостью, не горючестью, поглощать влагу и хорошо окрашиваться. Типичными представителями этого класса волокон являются хлопок, шелк, шерсть, найлон, полиэфиры и акрилаты.
Безопасными волокнами называют волокна, используемые для производства ковров, занавесей, чехлов для кресел, драпировок и пр. Подобные волокна должны быть жесткими, прочными, долговечными и износостойкими. С точки зрения безопасности к этим волокнам предъявляются следующие требования: они должны плохо воспламеняться, не распространять пламя и при горении выделять минимальное количество тепла, дыма и токсических газов. При добавлении небольших количеств веществ, содержащих такие атомы, как В, N, Si, P, C1, Вг или Sb, в волокна повседневного спроса удается придать им огнестойкие свойства и, таким образом, превратить их в безопасные волокна. Введение в волокна модифицирующих добавок уменьшает их горючесть, снижает распространение пламени, но не приводит к уменьшению выделения токсических газов и дыма при горении. Исследования показали, что в качестве безопасных волокон' могут быть использованы ароматические полиамиды, полиимиды, полибензимидазолы и полиоксидиазолы. Однако при горении этих волокон наблюдается выделение токсических газов, поскольку в их молекулах содержатся атомы азота. Этого недостатка лишены ароматические полиэфиры.
Промышленные волокна используются в качестве армирующих материалов в композитах. Эти волокна также называют структурными волокнами, поскольку они обладают высоким модулем, прочностью, термостойкостью, жесткостью, долговечностью. Структурные волокна используют для упрочнения таких изделий, как жесткие и гибкие трубы, трубки и шланги, а также в композиционных структурах, называемых волокнитами и применяемых в конструкциях кораблей, автомобилей, самолетов и даже зданий. К этому классу волокон относятся одноосно ориентированные волокна ароматических полиамидов и полиэфиров, углеродные и кремневые волокна.
2. ПЕРЕРАБОТКА ПОЛИМЕРОВ
2.1 КОМПАУНДИРОВАНИЕ
Полимеры в чистом виде, полученные с промышленных предприятий после их выделения и очистки, называются "первичными" полимерами или "первичными" смолами. За исключением некоторых полимеров, таких, как полистирол, полиэтилен, полипропилен, первичные полимеры обычно не пригодны для прямой переработки. Первичный поливинилхлорид, например, является материалом рогоподобной фактуры и не может быть сформован без предварительного смягчения путем добавления пластификатора. Аналогично этому для формования натурального каучука требуется введение в него вулканизующего агента. Большинство полимеров защищают от термической, окислительной и фотодеструкции введением в них подходящих стабилизаторов. Добавление в полимер красителей и пигментов перед формованием позволяет получить изделия самых различных цветов. Для уменьшения трения и улучшения течения полимера внутри перерабатывающего оборудования в большинство полимеров добавляют смазочные материалы и вещества для улучшения технологических свойств. Наполнители же в полимер обычно добавляют для придания им специальных свойств и уменьшения стоимости конечного продукта.
Процесс, включающий в себя введение таких ингредиентов, как пластификаторы, вулканизирующие агенты, отвердители, стабилизаторы, наполнители, красители, пламегасители и смазочные вещества, в первичный полимер, называют “компаундированием”, а смеси полимеров с этими добавками – “компаундами”.
Первичные пластические полимеры, такие, как полистирол, полиэтилен, полиметилметакрилат и поливинилхлорид, обычно находятся в виде сыпучих мелких порошков. Ингредиенты в виде мелкого порошка или жидкости смешивают с порошкообразным первичным полимером с использованием планетарных миксеров, V-смесителей, мешалок с ленточной винтовой лопастью, Z-миксеров или опрокидывателей. Смещение можно проводить или при комнатной, или при повышенной температуре, которая, однако, должна быть намного ниже температуры размягчения полимера. Жидкие форполимеры смешивают с использованием простых высокоскоростных мешалок.
Первичные эластомерные полимеры, такие, как натуральный каучук, бутадиенстирольный каучук или нитрильный каучук, получают в виде крошки, спрессованной в толстые пластины, называемые "кипами". Они, как правило, смешаны с вулканизирующими агентами, катализаторами, наполнителями, антиоксидантами и смазочными материалами. Поскольку эластомеры не являются сыпучими порошками, как первичные пластические материалы, их нельзя смешивать с названными выше ингредиентами, используя методы, применяемые для первичных пластиков. Смешение первичных пластических полимеров с другими компонентами компаунда достигается перемешиванием, тогда как получение компаунда первичных эластомеров включает в себя вальцевание крошки в пластичные листы и последующее введение в полимер требуемых ингредиентов. Компаундирование эластомеров проводят или на двухвальковой каучуковой мельнице, или на смесителе Бенбери с внутренним смешением. Эластомеры в виде латекса или низкомолекулярных жидких смол могут быть смешаны простым перемешиванием с использованием высокоскоростных мешалок. В случае волокнообразующих полимеров компаундирование не проводят. Такие компоненты, как смазочные вещества, стабилизаторы и наполнители, обычно напрямую вводят в расплав или раствор полимера непосредственно перед прядением нити.
2.2 ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ
Тот факт, что полимерные материалы используют в самых различных формах, таких, как стержни, трубы, листы, пенопласты, покрытия или адгезивы, а также как прессованные изделия, подразумевает наличие разнообразных способов переработки полимерных компаундов в конечные продукты. Большинство полимерных изделий получено либо формованием, либо обработкой, либо отливкой жидких форнолимеров в форме с последующим отвердением или сшиванием. Волокна получают в процессе прядения.
Процесс формования можно сравнить, например, с лепкой какой-либо фигуры из глины, а процесс обработки — с вырезанием той же фигуры из куска мыла. В процессе формования компаунд в виде порошка, чешуек или гранул помещают в пресс-форму и подвергают воздействию температуры и давления, в результате чего образуется конечный продукт. В процессе обработки получают изделия в виде простых форм, таких, как листы, стержни или трубы, используя штапелирование, штамповку, склейку и сварку.
Прежде чем перейти к обсуждению разнообразных методов переработки полимеров, напомним, что полимерные материалы могут быть термопластичными или термореактивными (термоотверждающимися). После формования термопластичных материалов под действием температуры и давления перед освобождением из пресс-формы их следует охлаждать ниже температуры размягчения полимера, так как в противном случае они теряют форму. В случае термореактивных материалов такой необходимости нет, поскольку после однократного совместного воздействия температуры и давления изделие сохраняет приобретенную форму даже при его освобождении из пресс-формы при высокой температуре.
2.3 КАЛАНДРОВАНИЕ
Процесс каландрования обычно применяют для производства непрерывных пленок и листов. Основной частью аппарата (рис.1) для каландрования является комплект гладко отполированных металлических валков, вращающихся в противоположных направлениях, и устройство для точного регулирования зазора между ними. Зазор между валками определяет толщину каландрованного листа. Полимерный компаунд подается на горячие валки, а лист, поступающий с этих валков, охлаждается при прохождении через холодные валки. На последнем этапе листы сматываются в рулоны, как показано на рис.1. Однако если вместо листов требуется получить тонкие полимерные пленки, применяют серию валков с постепенно уменьшающимся зазором между ними. Обычно в листы каландруют такие полимеры, как поливинилхлорид, полиэтилен, каучук и сополимер бутадиена, стирола и акрилонитрила.
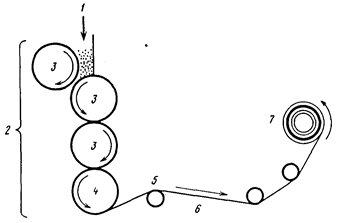
Рис. 1. Схема аппарата для каландрования
/ — полимерный компаунд; 2 — каландровочные валки: горячие (3) и холодный (4); 5 — каландрованный лист; б — направляющие валки; 7 — сматывающее устройство
При использовании в каландровочной машине профилированных валков можно получать тисненые листы различных рисунков. Различные декоративные эффекты, такие, как имитация под мрамор, могут быть достигнуты путем введения в каландр смеси компаундов различных цветов. Технология обработки под мрамор обычно используется в производстве плиток для пола из поливинилхлорида.
2.4 ЛИТЬЕ
ЛИТЬЕ В ФОРМЕ. Это сравнительно недорогой процесс, который состоит в переработке жидкого форполимера в твердые изделия требуемой формы. Этим методом могут быть получены листы, трубы, стержни и т.п. изделия ограниченной длины. Схематически процесс литья в форме представлен на рис.2. В этом случае форполимер, смешанный в соответствующих пропорциях с отвердителем и другими ингредиентами, выливают в чашку Петри, которая и служит формой. Затем чашку Петри помещают на несколько часов в печь, нагретую до необходимой температуры, до полного завершения реакции отвердения. После охлаждения до комнатной температуры твердый продукт вынимают из формы. Твердое тело, отлитое таким образом, будет иметь форму внутреннего рельефа чашки Петри.

Рис. 2. Простейшее изображение процесса литья в форме
б — наполнение чашки Петри форполимером и отвердителем; б - нагревание в печи; б — извлечение из формы остывшего продукта
Если вместо чашки Петри использовать цилиндрическую стеклянную трубу, закрытую с одного конца, можно получить изделие в виде цилиндрического стержня. Кроме того, вместо форполимера и отвердителя в форме можно вылить смесь мономера, катализатора и других ингредиентов, нагретую до температуры полимеризации. Полимеризация в этом случае будет протекать внутри формы до образования твердого продукта. Для литья в форме подходят акрилы, эпоксиды, полиэфиры, фенолы и уретаны.