Реферат: Підвищення ефективності експлуатації свердел під час обробки композиційних матеріалів
Для одержання інформаційної матриці силових випробувань було реалізовано план дослідів, де подача S варіювалася на трьох рівнях, кут при вершині підрізаючих ріжучих крайок b – на чотирьох рівнях, величина D перевищення вершини свердла над периферійною точкою підрізаючих ріжучих крайок – на трьох рівнях. Для побудови математичних моделей силових характеристик використовувався модифікований спрощений алгоритм методу групового обліку аргументів (МГОА). Пошук моделей здійснювався в просторі ![]() ,
, ![]() . Класом функцій для побудови моделей обраний клас степеневих поліномів. У результаті обробки експериментальних даних отримані моделі у вигляді степеневих поліномів:
. Класом функцій для побудови моделей обраний клас степеневих поліномів. У результаті обробки експериментальних даних отримані моделі у вигляді степеневих поліномів:


Результати перевірки за критерієм Фішера підтвердили гіпотезу про адекватність моделей досліджуваному процесу.
Аналіз математичних моделей показав, що збільшення подачі S приводить до збільшення осьової сили і крутильного моменту, а збільшення кута при вершині b – до зменшення зусиль свердління Рос іМкр . Величина D у дослідженому діапазоні не робить суттєвого впливу на силові характеристики процесу свердління .
Експериментально було визначено залежність середньоарифметичного відхилення профілю Rа при свердлінні свердлами з підрізаючими ріжучими крайками і отримано математичну модель:
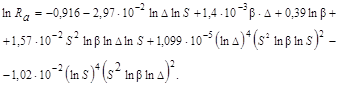
Аналіз математичної моделі показав, що величина шорсткості Rа зменшується при зменшенні кута b і подачі S , а також при збільшенні величини D . За результатами досліджень свердел з підрізаючими ріжучими крайками рекомендовані такі величини його конструктивних параметрів b = 45…60°, D = 1,0…1,5 мм.
ВИСНОВКИ
1.Запропоновано нові способи заточування свердел з перехідними ріжучими крайками і свердел з підрізаючими ріжучими крайками, які забезпечують одночасну обробку задніх поверхонь центральної і периферійної ріжучих крайок. На нові способи заточування отримано позитивні рішення Держкомітету України.
2.Розроблено методику і виведено аналітичні залежності для розрахунку параметрів установки свердла на 5-ти координатному обладнанні і визначення профілю шліфувальних кругів при одночасному заточуванні двох суміжних задніх площин свердла з заданими геометричними параметрами їх ріжучої частини.
3.Встановлено вплив конструктивних параметрів свердел з відособленими направляючими стрічками на зусилля різання. Доведено, що наявність позитивного заднього кута на допоміжній ріжучій крайці, приводить до зниження як зусилля подачі, так і крутильного моменту. Введення в конструкцію свердла другої направляючої стрічки приводить до зростання зусиль різання.
4.Визначено, що застосування свердел з нагострозаточеними допоміжними ріжучими крайками без направляючих стрічок приводить до підвищення шорсткості, а введення в конструкцію направляючих стрічок приводить до суттєвого зниження шорсткості обробленої поверхні.
5.Встановлено, що зношення свердел з відособленими направляючими стрічками відбувається менш інтенсивно, чим зношення стандартних свердел. Стійкість свердел з відособленими направляючими стрічками і нагострозаточеними допоміжними ріжучими крайками вища за стійкість стандартних свердел у 2,48 рази.
Література
1. Мамлюк О.В. Формоутворення задніх площин свердел із подвійним заточуванням. Весник, Машиностроение, – Київ: НТУУ “КПІ”, 2000. Вип. 39.
– с 296-300.
2. Д.т.н. Лупкин Б.В., инж. Мамлюк О.В. Использование ручного механизированного инструмента при обработке КМ. Авиационно-космическая техника и технология. Труды Государственного аэрокосмического университета им. Н.Е. Жуковского “ХАИ”, вып. 18. – Харьков, 2000. – с. 116-119.
3. Д.т.н. Лупкин Б.В., инж. Мамлюк О.В. Особенности обработки композиционных материалов. Труды Государственного аэрокосмического университета им. Н.Е. Жуковского “ХАИ”, вып. 17. – Харьков, 2000. – с. 157-161.
4. Костюк Г.И., Мамлюк О.В., Шпаковский И.В. Тепловое и напряженное состояние инструмента с покрытием и упрочненным слоем при плазменно-механической обработке металлических композиционных материалов. Труды Государственного аэрокосмического университета им. Н.Е. Жуковского “ХАИ”, вып. 17. – Харьков, 2000. – с. 180-186.
5. Мамлюк О.В. Геометрия задних поверхностей сверл с прямолинейными подрезающими режущими кромками. Научно-технический журнал “Технологические системы”, №1(7), 2001 г.
6. Мамлюк О.В. Сверление композиционных материалов. Вестник, Машиностроение. – Киев: НТУУ “КПИ”, вып. 41, 2001 г., с. 195.
7. Инж. Мамлюк О.В. Влияние геометрических параметров сверла на процесс сверления стеклопластиков. Труды Государственного аэрокосмического университета им. Н.Е. Жуковского “ХАИ”, вып. 25. – Харьков, 2001. – с. 361-367.