Реферат: Получение пленок из газовой фазы
Жидкостные методы легирования применяют при выращивании однослойных структур. При выращивании многослойных структур с разным типом электропроводности или с переменной концентрацией примеси по толщине они непригодны. Это связано с тем, что галогениды хорошо адсорбируются стенками газопроводов и реакторов, загрязняя установку и вызывая необходимость промывки газовой системы и реакторов перед выращиванием последующего слоя.
Газовое легирование. При легировании с использованием газообразных примесных соединений гидридов фосфина (РН3), арсина (AsH3), диборана (В2Н6) их взаимодействие с поверхностью газопроводов и реактора существенно уменьшается.
Уровень легирования зависит от температуры, уменьшаясь с ее ростом, от концентрации легирующих примесей в газе и от его парциального давления., Так, при 1200° С уровень легирования кремниевой пленки фосфором из РН3 вплоть до концентраций 1018 см"3 линейно возрастает с повышением концентрации РН3. При одном и том же значении парциального давления легирующего газа более высокую концентрацию примеси в растущем слое получают при легировании его бором (из диборана) в сравнении с As (из арсина). Это связано с тем, что арсин частично конденсируется на внутренних стенках реакционной камеры из-за высокого парциального давления а бор, существующий в виде газообразного соединения низшей валентности ВН3, при высоких температурах на них не конденсируется.
Основным фактором, влияющим на уровень легирования слоев кремния гидридами, является концентрация парогазовой смеси и температура процесса. Поэтому для дозировки легирующих гидридов применяют расходомеры с точностью отсчета не менее 1% и воспроизводимостью отсчета, равно 0,2 % максимального расхода.
Для регулирования в широком диапазоне концентрации легирующего гидрида используют системы двойного разбавления водородом и контролируют сброс основной доли разбавляемого газового потока расходомером.
Газоразрядное легирование. Газоразрядный способ легирования наиболее безопасен для обслуживающего персонала, поэтому при проведении процесса рабочий может находиться рядом с реакционной камерой. Легирующую газовую смесь приготовляют в специальной газоразрядной камере, через которую пропускают водород. В камере располагают электроды, материал которых содержит элементы III и V групп периодической системы. Материалы электродов должны быть проводящими, высокооднородными, иметь высокую теплоту испарения.
Для получения эпитаксиальных слоев дырочного типа электропроводности чаще всего используют электроды из борида лантана LaB6. электронного типа - из сурьмы, сплава кремния с 0,1 мае. % фосфора или сплава сурьмы с 1 мае. % мышьяка. При подаче на электроды высокого постоянного или импульсного напряжения между ними возникает газовый разряд, в результате которого образуются летучие соединения элементов материала электрода. Этот способ позволяет легировать кремниевую пластину в диапазоне контролируемых концентраций: мышьяком 5 • 1015 - 1 • 1018 см"3 и бором 3 • 1015 - 5 • 1017 см'3.
Для получения контролируемого легирования необходимо управлять скоростью протекания газа через разрядную камеру, расстоянием между электродами, мощностью, подводимой к электродам, иметь нужный материал электродов.
Самым гибким способом управления степенью легирования в режиме тлеющего разряда является изменение разрядного тока. На рисунке 1 показана зависимость уровня легирования бором от тока газового разряда для электродов из LaB6, откуда следует, что при изменении разрядного тока до 500 мкА уровень легирования достигает предельной концентрации.
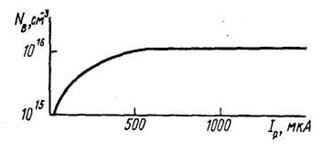
Рисунок 1. Зависимость уровня NB легирования бором от тока газового разряда Ip пленки толщиной L = 2 мм.
Процессы, происходящие при этом в разрядной камере, следующие. При подаче высокого напряжения в камере возникают нестабильные легирующие соединения. Время их существования увеличивают за счет повышения скорости потока водорода через камеру. Присутствие в камере водорода приводит также к росту количества легирующих атомов в объеме камеры. При очень больших потоках водорода рост концентрации легирующих атомов замедляется, так как скорость образования легирующих соединений в зоне разряда ограничена. Повысить ее можно лишь путем увеличения мощности разрядного генератора, прикладываемой к электродам.
С ростом частоты импульсов уровень легирования также повышается за счет увеличения энергии, выделяемой в зоне разряда в единицу времени.
При легировании бором образующиеся в результате разряда атомы являются его гидридами. При легировании мышьяком просто распыляются электроды.
Газоразрядное легирование предпочтительно использовать для получения малых концентраций легирующей примеси и при создании многослойных структур.
Следует отметить, что процесс роста пленки и ее легирования тесно взаимосвязаны. Так, при повышении скорости роста пленки от 0,1 до 1,0 мкм/мин концентрация легирующей примеси, например As, в эпитаксиальном слое уменьшается на порядок.
Автолегирование. Кроме контролируемых примесей в эпитаксиальный слой попадают и неконтролируемые примеси из пластины. Этот процесс называется автолегированием. Механизм автолегирования представлен на рисунке 2. Неконтролируемые примеси внедряются в растущий эпитаксиальный слой 1 за счет твердотельной диффузии 6 через границу 2 ЭС - пластина 3, а также за счет испарения примеси с нерабочих поверхностей пластины и переноса через газовую фазу 7, 8. С лицевой стороны пластины автолегирование проявляется как увеличение ширины переходной области d - d1 между слоем и пластиной (Рисунок 3).
При эпитаксии кремния скорость роста пленки существенно превосходит скорость диффузии атомов примеси, поэтому
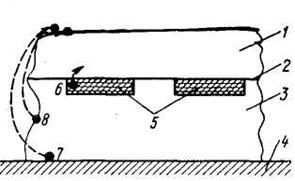
Рисунок 2. Схема автолегирования:
1 - эпитаксиальный слой; 2 - металлургическая граница ЭС - пластина; 3 - пластина; 4 - подложкодержатель; 5 - скрытый слой; 6 - твердотельная диффузия; 7, 8 - перенос примеси через газовую фазу с нерабочей и боковой (торцевой) стороны пластины.
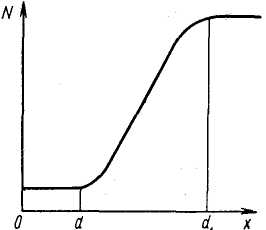
Рисунок 3. Распределение концентрации примеси N на границе перехода пластина - эпитаксиальная структура по глубине х пластины:
0 - d - начало равномерного участка примесного профиля в ЭС; d1 - ![]() - начало равномерного участка примесного профиля в пластине; d - dl - переходный спой; 0 – d1 - полная толщина ЭС.
- начало равномерного участка примесного профиля в пластине; d - dl - переходный спой; 0 – d1 - полная толщина ЭС.
Профиль легирования пленки в основном определяется переносом примеси через газовую фазу. Примесь переходит в газовую фазу на этапе предварительного прогрева. На поверхности пластины образуется адсорбированный слой примесных атомов, которые и захватываются растущей пленкой. Примесные атомы адсорбируются и подложкодержателем.
При автолегировании диффузия по поверхности пластины не играет существенной роли. Установлено, что разница между максимальными концентрациями примеси при автолегировании мышьяком составляет 2-3 порядка.
Для уменьшения автолегирования нерабочую поверхность пластины маскируют SiO2 или Si3N4. В последнее время для уменьшения автолегирования используют пониженное давление. Разницу в скорости испарения при использовании для эпитаксии кремния проточной системы и вакуума можно объяснить наличием пограничного слоя у поверхности пластины, влияющего на условия испарения. Поток примеси в газовую фазу с нерабочих поверхностей пропорционален концентрации в поверхностном слое этих поверхностей. Часть потока осаждается на растущей пленке. В вакууме эта часть потока сводится к минимуму.
Автолегирование уменьшается и при снижении скорости роста пленки (как над скрытым слоем, так и вне его). Оно зависит от площади скрытого слоя и с ее уменьшением уменьшается пропорционально ![]() (где Scc - площадь скрытого слоя). Уменьшение автолегирования наблюдается при повышении температуры эпитаксии вплоть до 1050 - 1100° С. В хлоридном процессе (по сравнению с силановым) оно меньше, что объясняется наличием дополнительного подтравливания поверхности хлористым водородом, в результате чего уменьшается количеством атомов примеси, захватываемых растущей пленкой.
(где Scc - площадь скрытого слоя). Уменьшение автолегирования наблюдается при повышении температуры эпитаксии вплоть до 1050 - 1100° С. В хлоридном процессе (по сравнению с силановым) оно меньше, что объясняется наличием дополнительного подтравливания поверхности хлористым водородом, в результате чего уменьшается количеством атомов примеси, захватываемых растущей пленкой.
ЛИТЕРАТУРА
1. Черняев В.Н. Технология производства интегральных микросхем и микропроцессоров. Учебник для ВУЗов - М; Радио и связь, 2007 - 464 с: ил.