Реферат: Прессование на безвакуумных ленточных прессах и кирпичеделательном агрегате. Прессование кирпича на ленточных вакуумных прессах
Содержание
Прессование на безвакуумных ленточных прессах и кирпичеделательном агрегате
Прессование кирпича на ленточных вакуумных прессах
Использованная литература
Прессование на безвакуумных ленточных прессах и кирпичеделательном агрегате
Безвакуумный ленточный шнековый прессСМ-294 (рис.43) состоит из следующих основных узлов: станины 10, включающей корпус пресса с цилиндром 3 и переходную головку 5, шнекового вала 4, промежуточного вала 12 и привода 11. В прямоугольной приемной части / корпуса пресса размещен нагнетательный валок 2, в цилиндрической части - шнековый вал 4-. Цилиндр 3 состоит из двух шарнирно соединяющихся половин.
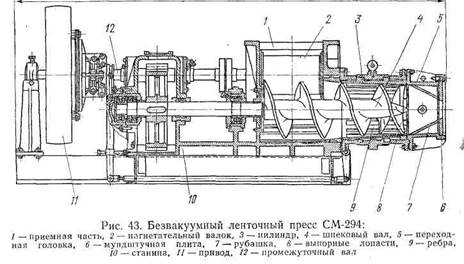
В цилиндре размещена стальная рубашка, на внутренней поверхности которой сделаны продольные ребра 9, препятствующие проворачиванию массы.
Винтовые шнеки вала заканчиваются двухзаходными выпорными лопастями 8, цилиндр - переходной головкой 5 со вставкой (рубашкой) 7. Вставка со стороны, обращенной к цилиндру, имеет круглое сечение, выходная сторона ее - прямоугольное. К переходной головке крепят мундштучную плиту 6 толщиной 30-40 мм. Со стороны входа глины у мундштучной плиты делают скошенные ребра (фаску) с углом наклона 45°, а углы закругляют. К плите 6 крепят мундштук.
Рабочим органом пресса является шнековый вал 4, предназначенный для перемещения и уплотнения массы и нагнетания ее через переходную головку в мундштук.
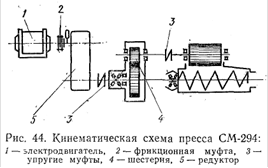
Пресс работает по кинематической схеме, показанной на рис.44. Шнековый вал получает вращение от электродвигателя через фрикционную муфту 2, редуктор 5 и упругую муфту 3. Промежуточный вал, предназначенный для передачи вращения от шнекового вала к нагнетательному валку, приводится во вращательное движение за счет зацепления шестерни основного шнекового вала с шестерней 4 промежуточного вала.
Пуск и остановку пресса осуществляют с помощью фрикционной муфты 2.
В процессе работы пресса глиняная масса поступает в приемную часть корпуса, нагнетается валком 2 ( см. рис.43), захватывается шнековыми лопастями вала и перемещается в цилиндр пресса, где несколько уплотняется. Затем она нагнетается в переходную конусную головку 5, в которой происходит дальнейшее уплотнение массы и ее продавливание в мундштук.
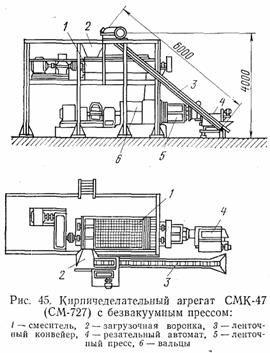
Кирпичеделательный агрегат СМК-47 (СМ-727) (рис.45) предназначен для формования кирпича на предприятиях малой мощности и при сезонном производстве в сельскохозяйственных районах. Агрегат состоит из ленточного безвакуумного пресса, скомбинированного в одном агрегате с вальцами, смесителем, ленточным конвейером. Все машины агрегата приводятся в движение от электродвигателя через редуктор и фрикционную муфту. Ленточный пресс агрегата отличается от пресса СМ-294 меньшими размерами и производительностью.
Ленточный конвейер подает глину в смеситель 1, откуда после перемешивания и увлажнения она направляется на вальцы 6 пресса, установленные над приемной частью шнека. Вальцы представляют собой одновременно органы питания и переработки глины. Шнек ленточного пресса 5 перемещает глину к, головке пресса и затем в мундштук.
Кирпичеделательный агрегат СМК-47 применяют иногда для подачи подготовленной глиняной массы при прессовании двухслойного лицевого кирпича.
Завершающей частью ленточных прессов является мундштук, который предназначен для того, чтобы придавать выходящей из пресса глиняной массе требующиеся форму, размеры и целостность.
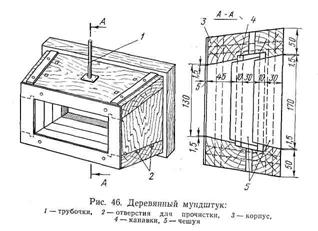
Для прессования кирпича на безвакуумных прессах применяют деревянные, стальные и чугунные мундштуки. Деревянный мундштук (рис.46) представляет собой корпус 3, который изготовляют из отдельных брусков. Внутреннюю поверхность мундштука снабжают канавками 4 для воды, покрывают чешуей 5 из латунных или стальных полос шириной 40-60 мм. Чешую крепят к телу мундштука гвоздями, а па углам припаивают и тщательно зачищают. Между пластинами чешуи оставляют небольшой зазор для прохода воды.
Воду в мундштук подают через одну или две трубочки, укрепленные в верхней части мундштука и соединенные резиновым шлангом с водопроводом. Мундштук прочищают через специальные отверстия 2, соединяющиеся с канавками, по которым вода поступает под чешую.
Водяное орошение загрязняет рабочее место, переувлажняет поверхность бруса, что отрицательно сказывается па процессе сушки. Для улучшения условий работы и сушки сырца иногда орошают мундштук нефтью, масляной эмульсией, образующих на гранях кирпича пленку, предохраняющую от пересыхания углы и ребра сырца.
Наиболее широко применяют металлические мундштуки - литые или сварные. В них также вставляют чешую, как и в деревянные мундштуки, или отдельными пластинами, или в виде цельной рубашки из набора чешуи (рис.47).

Внутренние стенки мундштука делают с небольшой конусностью, что улучшает уплотнение глиняной массы. Величина конусности обычно определяется свойствами массы и должна быть в пределах 4-16%, а длина мундштука 150-300 мм.
При прессовании кирпича на безвакуумных прессах из тощего, малопластичного сырья обычно применяют длинные мундштуки от 220 до 300 мм с уклоном стенок от 8 до 16%; из среднепластичного сырья - более короткие мундштуки от 200 до 260 мм и с несколько меньшим уклоном стенок - от 6% и более; из высокопластичного сырья - мундштуки длиной от 200 до 240 мм с уклоном стенок от 4 до 10%.
Перед пуском ленточного пресса проверяют зазор между стен кой приемной части (коробки) пресса и нагнетательным. Валком (не должен превышать 2 мм); поверхность нагнетательного валка (не должна иметь выработок и шероховатостей); зазор между лопастями шнекового вала и внутренней поверхностью рубашки цилиндра (во всех положениях лопастей де_должен превышать 3 мм); параллельность шнекового и контрприводного валов или соосность шнекового или выходного вала (при редукторном приводе); отсутствие вибрации или качания выходного конца шнекового вала (проверяют на холостом ходу); надежность крепления подшипников шнекового и промежуточного (контрприводного) валов; закрепление шкивов (при ременной передаче); состояние фрикционной муфты включения (при редукторной передаче).
До пуска пресса также контролируют состояние, центровку и орошаемость мундштука; чистоту канавок для отвода воды от пресса; состояние крепежных деталей; количество смазки в подшипниках, шестеренных передачах. Затем устанавливают, нет ли в рабочих полостях пресса посторонних предметов и исправны ли ограждающие устройства.
Пуск ленточного пресса начинают с включения электродвигателя, затем включают фрикционную муфту пресса и после этого питание пресса глиняной массой. Если в процессе работы глиняная масса перемещается o6ратно от переходной головки к приемной коробке пресса, что является результатом увеличившегося зазора между шнековыми лопастями и рубашкой цилиндра, необходимо остановить пресс и наварить лопасти шнекового вала так, чтобы зазор составлял 3 мм.
Часто причина возврата заключается в переменной влажности глиняной массы, поступающей в пресс. Если вслед за глиняной массой нормальной или пониженной формовочной влажности поступает масса с повышенной влажностью, происходит так называемая "запрессовка" пресса. В этом случае заполненное плотной массой пространство в прессовой головке и мундштуке не проталкивается поступающей массой с более жидкой консистенцией и она переполняет приемную коробку пресса. Пресс приходится останавливать и очищать от уплотнившейся глины.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--