Реферат: Прессование офактуренного лицевого кирпича из красножгущихся глин. Брак при прессовании сырца и меры борьбы с ним
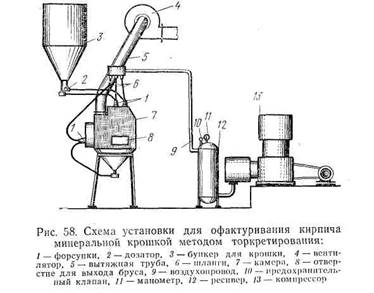
Установка для торкретирования (рис.58) состоит из компрессора 13, ресивера 12 с манометром //, предохранительным клапаном 10, воздухопровода 9, резиновых шлангов 6, камеры торкретирования 7 с форсунками 1 и бункера 3 для крошки с дозатором 2.
Из бункера через отверстия· внизу крошка самотеком через дозатор 2 поступает по резиновым шлангам в форсунки /, по другим резиновым шлангам в форсунки подают под давлением 2,5 - 3,0 кгс/см2 воздух.
Камера торкретирования 7 состоит из металлического защитного кожуха с отверстиями 8 для подачи и выхода глиняного бруса, для форсунок, отсоса поступающего с крошкой воздуха и удаления пыли. В низу камеры скапливается излишняя крошка, которая автоматически возвращается в одну из форсунок, соединенную резиновым шлангом с этой камерой.
Защитный кожух камеры торкретирования предохраняет рабочее место от разлетающейся крошки и предотвращает запыление помещения цеха. Пыль из камеры отсасывают вентилятором 4 через вытяжную трубу 5 за пределы цеха. На__ установке можно прессовать кирпич и без офактуривания крошкой.
В состав массы для торкретирования вводят крошку с зернами 3-5 мм и получают крупнозернистую грубошероховатую фактуру, при зернах 1-3 мм - среднезернистую шероховатость, а при зернах 0,3-1 мм - сравнительно гладкую поверхность со сплошным покрытием. После торкретирования при выходе бруса из камеры поверхность его дополнительно прокатывают роликами, установленными над глиняным брусом.
Расход материала на офактуривание 1000 шт. кирпича составляет с учетом отходов 50-60 кг.
В качестве минеральной крошки для офактуривания применяют в зависимости от архитектурных требований и условий обжига крупнозернистый кварцевый песок, отходы огнеупорного кирпича, фарфора и фаянса, различные топочные шлаки (отсев спекшихся фракций), некоторые естественные горные породы, отходы (легкоплавкие) стекольного производства, в частности светотехнического стекла. Минеральной крошкой офактуривают как вакуумированный, так и невакуумированный глиняный брус.
При обжиге изделий природным газом приемлемыми материалами для офактуривания являются отходы легкоплавкого стекла цветного и молочного цвета в сочетании с фарфоровой крошкой, плотных разновидностей песчаника и крошки из отходов огнеупорного кирпича.
Различные соотношения того или иного цвета стекла и фарфоровой или другой не оплавляющейся крошки позволяют получать красочную зернистую пестроцветную фактуру.
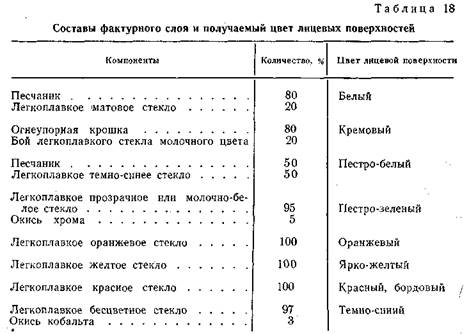
В табл.18 приведены применяемые составы фактурного слоя и получаемый цвет лицевых поверхностей кирпича при его обжиге природным газом.
Брак при прессовании сырца и мерыборьбы с ним
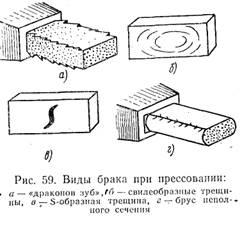
Из различных видов брака, наблюдающихся во время прессования сырца или выявляющихся в последующем, наиболее часто встречаются "драконов зуб", своеобразные трещины, S-образная трещина, брус неполного сечения (рис.59).
у "Драконов зуб" представляет собой разрывы на ребрах глиняного бруса; возникает при очень тощей глине, но главным образом в результате засорения углов мундштука, недостаточном орошении или малом угле наклона стенок мундштука. Этот дефект устраняют прочисткой и промывкой мундштука и подбором соответствующего угла наклона стенок мундштука.
Свилеобразные трещины вызываются винтовыми шнековыми лопастями пресса.
При вращении винтообразного шнека и проталкивании глины его лопастями в результате интенсивного трения происходит полировка слоев массы, повторяющих форму витков шнека.
Шнек подает массу в виде слоистой спирали, витки которой недостаточно слипаются между собой в мундштуке. Кроме того, создается неравномерная по плотности структура массы по сечению цилиндра пресса.
Свилеобразная структура сырца, которая часто не видна при прессовании, но при сушке и обжиге проявляется в виде свилеобразных трещин на постелях кирпича, не заходящих на грани и ребра, представляет собой наиболее трудно устраняемый порок. Кирпич с такими трещинами теряет монолитность, прочность, морозостойкость.
S-образные трещины возникают в полнотелом кирпиче из-за выступающего конца вала; при неполном его обтекании движущейся массой создается пустое пространство, образующееся за тупым концом шнекового вала. В переходной головке пресса и мундштука глиняная масса сжимается, но остается след от образовавшейся пустоты.
Меры борьбы со свилеобразными и S-образными трещинами заключаются в повышении количества отощителей, увеличении расстояния за счет установки дополнительного кольца шириной 100--200 мм между цилиндром и конусной головкой пресса. Это позволяет уплотнить массу.
Появление свилеобразных и S-образных трещин предотвращается при установке внутри кольца штырей (Рис.60), разрезающих глину и нарушающих структуру массы.

Иногда для выравнивания плотности по сечению глиняного бруса приваривают к одной из выпорных лопастей нож-рыхлитель под углом 90-100°. Его делают толщиной 10 мм, шириной 70 мм и длиной, равной половине высоты выжимной лопасти. Нож перегоняет часть мас - сы из середины на периферию, разрыхляя глину в середине потока и уплотняя периферийные слои.
При прессовании обыкновенного кирпича с технологическими пустотами свилеобразная структура и S-образные трещины не наблюдаются.
Устанавливаемая при прессовании кирпича с технологическими пустотами скоба для кернов нарушает винтообразное движение глиняной массы при входе в переходную головку пресса, разрушает ее структуру, а керны вызывают некоторое перераспределение и уплотнение массы, что "приводит к устранению этих видов брака. Кирпич с технологическими пустотами применяют в строительстве как полнотелый.
Если из мундштука пресса выходит глиняный брус с незаполненным по углам мундштука сечением, то причиной этого является повышенная влажность массы. В этом случае давления для продвижения подвижной массы недостаточно, чтобы вытолкнуть более твердую массу, заполнившую ранее углы мундштука.
Для устранения этого недостатка необходимо прочистить мундштук, довести массу до соответствующей влажности, равномерно подавать массу в пресс и избегать частой остановки пресса и смесителя. Иногда наблюдается появление трещины, параллельной нижней поверхности бруса. Это вызывается неправильной (нецентральной) установкой мундштука, переувлажнением нижней поверхности бруса, общим переувлажнением и неравномерным распределением влаги в формуемой массе.
При прессовании пустотелого кирпича или керамических камней также возможно появление различных видов брака.