Реферат: Производство электронно-вычислительных машин
<5
5-15
15-20
>20
5-10 £ 10
10-12 11-30
12-18
£ 25 > 30
15-20
8-30
30-40
![]()
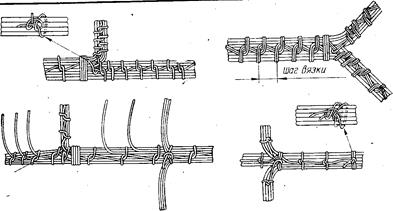
Рис. 9. Способы вязки жгута
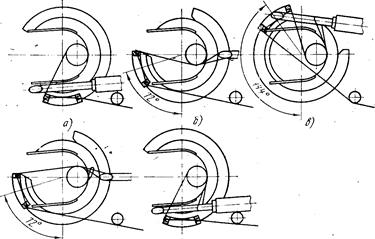
Вязку осуществляют в одну, две нитки и более с натяжением вручную или с помощью приспособлений. Для снижения трудоемкости процесс вязки жгутов механизируют, используя пневматические пистолеты [4], а иногда и автоматизируют, осуществляя вязку жгутов на специальных полуавтоматических станках. Последовательность вязки жгутов показана на рис. 10, а—д.
Для защиты от механических повреждений жгут по всей длине или на определенном участке обматывают изоляционной лентой. Если он состоит из проводов с хлопчатобумажной или' шелковой изоляцией, то для защиты от влаги жгут пропитывают водоотталкивающим составом. Для защиты от воздействия высокой температуры или агрессивной среды жгуты помещают в трубчатые, ленточные, полосовые или плетеные оболочки. Их надевают вручную или на станке после снятия жгута с шаблона. Таким образом, вязка жгутов является не менее трудоемкой операцией, чем раскладка и маркировка проводов.
Кроме применения различных приспособлений для механизации операций изготовления жгута целесообразно в условиях серийного производства использовать конвейерные линии. В этом случае технологический процесс разбивают на ряд мелких операций. На каждом рабочем месте полностью осуществляют раскладку проводов одного сечения и марки. При определении, такта работы конвейера ориентируются на операцию раскладки исходя из того, что операцию вязки легче подчинить выбранному ритму. Например, на вязку 16—24 петель затрачивается 3—5 мин. Чаще всего такт работы составляет 5 или 7,5 мин.
^ е)
Рис. 10. Последовательность механизированной вязки жгутов
Конвейерныйспособ изготовления жгутов имеет и другие особенности. Раскладку проводов ведут непрерывно, сматывая их с катушек. На конец провода предварительно надевают комплект бирок для маркировки всех трасс, выполняемых на данном рабочем месте. Применяют универсальные шаблоны, оснащенные шпильками как в местах перегибов и ответвлений, так и в местах последующей резки проводов. Трассы раскладки размечают с помощью специальных трафаретов, размещенных на шаблонах. Для вязки жгутов применяют нитки, выдерживающие достаточно большие усилия натяжения. После вязки следует резка проводов, удаление жгута с трафарета и разделка концов.
Конвейер для изготовления жгутов расположен в горизонтальной плоскости, замкнут и транспортирует шаблоны с помощью тележек. Помимо шаблонов он оснащен пистолетами для вязки жгутов, приспособлениями для снятия изоляции, установкой для лужения. Конвейерный способ упрощает операции, выполняемые па каждом рабочем месте, и позволяет снизить общую трудоемкость изготовления жгутов. Недостатками его являются натяжение проводов при раскладке и деформация жгута после снятия с шаблона, ухудшающая качество вязки.
МОНТАЖ ЖГУТОВ В АППАРАТУРЕ
Жгуты в аппаратуре укладывают согласно монтажной схеме и чертежу прибора. Перед монтажом контролируют качество заделки концов проводов и экранов, наличие маркировки, отсутствие повреждений токоведущих жил и изоляции, качество лужения. Целостность электрических цепей проверяют прозвонкой пробниками. В цепях с большим числом промежуточных соединений измеряют • сопротивление.
Жгут на каркасе крепят металлическими скобами с установкой под ними изоляционных трубок, или прокладок из лакоткани или прессшпана. Расстояние между скобами (200—500 мм) зависит от диаметра жгута. При размещении скоб учитывают возможность снятия жгута без демонтажа элементов схемы. Одновременно с укладкой жгута разводят концы проводов к соответствующим контактам с последующей коммутацией пайкой или накруткой. Допускается наложение жгутов или их участков друг на друга.
В местах огибания острых ребер и при прокладке жгута на переходе от неподвижном части аппаратуры к подвижной на соответствующие его участки накладывают бандажи из текстовинита или лакоткани. Для предохранения жгутов из неэкранированных проводов от механических повреждений в местах их прокладки через отверстия в стенках металлических- шасси или экранов предусматривают изоляционные трубки (втулки). Отверстия втулок должны быть достаточными для свободного пропускания через них проводов. Вместо втулок часто применяют полихлорвиниловую липкую ленту, лакоткань или линоксиновые трубки. При прохождении жгутов через изоляционные материалы не обязательно осуществлять дополнительную защиту изоляции проводов. Отверстия, через которые проходят жгуты .и провода, должны иметь закругленные кромки.
При контроле ленточные кабели проверяют на отсутствие обрывов проводников, сопротивление изоляции между проводниками и шинами «земля», наличие электрических связей между контактами соединителей и ленточным проводом. Для контроля разработаны специальные автоматизированные стенды, например с числом проверяемых точек 90 и основным технологическим временем проверки
•изделия не более 30 с. Контроль осуществляют путем проверки электрических цепей, сравнения состояний коммутаторов и последующей передачи результатов на панель световой индикации. Стенды могут работать в автоматическом и ручном режимах.