Реферат: Производство метанола
„0,34
рсн^он
О) == k 1
где w— скорость реакции, кгс/(см2 • с); ^-—константа скорости прямой реакции; Кр—константа равновесия реакции синтеза метанола; рсо, /?На, JOcHgOH—парциальные давления СО, На и СНзОН, кгс/см2 . ;
Проведенные на электронно-вычислительной машине расчеты по кинетическому уравнению показали, что оно хорошо описывает процесс образования метанола.
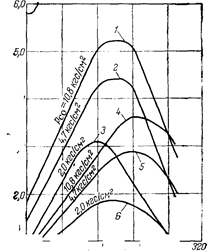
На катализаторе СНМ-1 и может быть использовано для расчета промышленных реакторов, работающих при 50 Krc/CM'^.Qlo рас- «^ W считанным зависимостям можно определить оптимальные параметры процесса и равновесные условия. Наибольший выход метанола наблюдается при 255— 270° С, что согласуется с экспериментальными данными. С уменьшением парциального давления окиси углерода (повышение отношения Н2:СО) максимум активности катализатора смещается в сторону более низких температур.
Катализаторы синтеза метанола
При взаимодействии окиси углерода и водорода качественный состав продуктов реакции определяется видом используемого катализатора. Так, в зависимости от состава катализатора из окна углерода и водорода при соответствующих условиях (температура, давление и концентрация) можно получить метанол, высшие спирты, углеводороды, альдегиды и кислоты.
При синтезе метанола, кроме основных реакций, протекают следующие процессы:
СО + ЗНг ч—»- СН^ + НдО 2СО + 2Нз •<—>- СН< + СОа 2СО + 4На ^==fc (CHg)20 + НаО 4СО + 8Нг у—^ СДОН + ЗНзО
Метанол может также реагировать с окисью углерода и водородом, образуя ряд побочных веществ.
Основные требования, предъявляемые к катализатору синтеза метанола: высокая активность и селективность (направлять процесс в сторону преимущественного образования метанола), стабильность в работе, стойкость к колебаниям температуры и большая механическая прочность. Катализаторы для синтеза метанола подразделяются на две группы: цинк-хромовые и медьсодержащие (цинк-медь-алюминиевые и цинк-медь-хромовые). На отечественных производствах метанола в основном используют активный / цинк-хромовый катализатор при 250—400 кгс/см2 и 380—400 °С. ' Цинк-хромовый катализатор состоит из окиси цинка и хромита цинка. Химический состав .его следующий: ZnO-ZnCrzO, 3ZnO-ZnCr204, 3,3ZnO-ZnCr20.
В настоящее время внедряется катализатор CMC-4 (Северодонецкий метанольный среднетемпературный). Этот катализатор более активен, чем обычный промышленный цинк-хромовый катализатор; технико-экономические показатели работы на нем предпочтительнее: снижается • расход исходного газа, увеличивается степень превращения окиси и двуокиси углерода, на 5—10 °С снижается температура процесса синтеза.
В последнее время в связи с изменением сырьевой базы (переход на природный газ), совершенствованием методов очистки газа и развитием техники в ряде стран используют цинк-медь-алюминиевые и цинк-медные катализаторы. Катализаторы, имеющие в своем составе медь, более активны, чем цинк-хромовые, причем максимальная активность их наблюдается при 220—260 °С. В силу этой особенности катализаторы на основе меди обычно называют низкотемпературными. Высокая активность их при низких температурах позволяет проводить процесс при давлении ниже 200 кгс/см2 , что значительно упрощает аппаратурное оформление. Разработан и освоен в промышленном масштабе катализатор СНМ-1 (Северодонецкий низкотемпературный метанольный). Химический состав невосстановленного образца следующий: 52—54% CuO, 26—28% ZnO, 5—6% AlaOs, насыпная масса* 1,3—1,5 кг/м3 , удельная поверхность 80—90 м^г, пористость ~50%.
Необходимо отметить, что медьсодержащие катализаторы по сравнению с цинк-хромовыми обладают малой термостойкостью и более чувствительны к каталитическим ядам. Медьсодержащий катализатор быстро снижает активность при перегревах, а в присутствии сернистых соединений образуется неактивный сульфид меди.
Сырье, используемое для производства низкотемпературных катализаторов, должно содержать минимальное количество примесей, поскольку наличие последних снижает селективность контакта и ухудшает качество метанола-сырца (особенно жесткие требования предъявляют к содержанию мышьяка, серы и железа). Поэтому при использовании сырья, загрязненного различными примесями, в том числе и сернистыми соединениями, медьсодержащие катализаторы практически не могут быть применены.
Производство катализаторов состоит из двух основных стадий:
приготовление катализатора и восстановление его до активного состояния. В промышленности цинк-хромовые катализаторы могут быть приготовлены «сухим» и «мокрым» методами.
При «сухом» методе приготовления предварительно измельченные окись цинка и хромовый ангидрид, взятые в определенном соотношении, тщательно перемешивают на бегунах сначала в сухом виде, затем с увлажнением дистиллированной водой. В полученную смесь вводят до 1% мелкодисперсного графита и формуют таблетки размером 5х5 или 9Х9 мм. По так называемому «мокрому» способу к суспензии окиси цинка добавляют раствор хромового ангидрида. Процесс проводят в специальных аппаратах-смесителях с последующим отделением воды. Полученную пасту последовательно сушат, смешивают с графитом и таблетируют. Приготовленный «мокрым» способом катализатор более однороден по химическому составу, более пористый, а также имеет высокую механическую прочность. Активность катализатора, приготовленного по «мокрому» способу, на 10—15% выше полученного «сухим» способом.
Цинк-хромовый катализатор получают также соосаждением из азотнокислых солей цинка и хрома. В растворе при взаимодействии этих солей с карбонатом аммония в осадок выпадают основные углекислые соли. При прокаливании осадка в атмосфере водорода получающиеся окислы цинка и хрома взаимодействуют с образованием хромита цинка. Полученную контактную массу после измельчения смешивают с графитом и таблетируют. Приготовленные катализаторы имеют высокоразвитую внутреннюю поверхность (более 100 м2 ), меньшую на 30—36% насыпную массу и более высокую активность, чем катализаторы, полученные по «сухому» способу.
Катализатор марки СМС-4 получают по так называемому «полумокрому» методу. Причем его можно приготовить на оборудовании, предназначенном для производства по «сухому» способу, без существенного усложнения технологии процесса приготовления.
Приготовление катализаторной массы в любом случае сопровождается взаимодействием хромового ангидрида с окисью цинка:
2ZnO + СгОд + Н^О •;—>• 2п2(ОН)аСг04
По техническим условиям невосстановленные образцы катализаторов должны содержать 55±1,5% ZnO, 34±1,0% СгОз, не более 1,3% графита, не более 2,0% воды гигроскопической (остальное — вода кристаллизационная). Невосстановленный катализатор представляет собой малопористое вещество с небольшой удельной поверхностью 10—15 м^г.
Активная форма цинк-хромового катализатора образуется в процессе его восстановления различными газами-восстановителями, например водородом. Удельная поверхность восстановленного катализатора 100—120 м^г (по «сухому» методу) и 196 м^г (по «мокрому» методу). Восстановление цинк-хромового катализатора сопровождается большим выделением тепла. Обычно восстановление проводят при медленном подъеме температуры до 190—210 °С. При неосторожном ведении процесса возможны самопроизвольные, в отдельных случаях местные, перегревы катализатора, которые приводят к потере его активности в результате спекания.
При восстановлении катализатора окисью углерода интенсивность восстановления замедляется выделяющейся двуокисью углерода. При местных перегревах катализатора возможно образование метана и как результат резкое повышение температуры. При восстановлении же водородом тормозящее действие на процесс оказывают пары воды. Для снижения скорости восстановления газ-восстановитель разбавляют инертным газом (обычно азотом).
В промышленных условиях цинк-хромовый катализатор можно восстанавливать непосредственно в колонне синтеза продувочным газом* при 100—150 кгс/см2 и 190—210 °С. Содержание водорода в газе обычно поддерживают не выше 70 объемн.%. Процесс контролируют по количеству сливаемой воды, образующейся в результате восстановления: не более 5—8 л/ч с 1 м3 катализатора.
При восстановлении цинк-хромового катализатора вне колонны синтеза в кипящем слое перед таблетированием обеспечивается хороший контакт газа с катализатором и интенсивный отвод тепла. • В последнее время внедрен в промышленность способ восстановления цинк-хромового катализатора (СМС-4) парами метанола при 170—230 °С и атмосферном или повышенном давлении. Продолжительность восстановления 8—36 ч. При использовании в качестве восстановителя паров метанола уменьшается опасность перегрева катализатора, кроме того, процесс восстановления можно вести без циркуляционных компрессоров.
Пробег промышленного цинк-хромового катализатора в значительной степени определяется условиями восстановления катализатора и процесса синтеза метанола на нем. В начальной стадии развития производств метанола, когда в качестве сырья использовали водяной газ со значительным количеством примесей и процесс проводили при отношениях На : СО не выше 4. пробег катализатора не превышал 4—5 месяцев. При использовании природного газа и отношении Н2 : СО в цикле выше 6 цинк-хромовый катализатор практически не снижает активность в течение года. Обычно