Реферат: Прокатка
В клетях с 12 (рис. 136, д) и 20 валками обеспечивается еще большая жесткость рабочих валков; в них производят холодную прокатку ленты толщиной до 0,001 мм.
Универсальные станы (рис. 136, е) имеют горизонтальные и вертикальные валки и обеспечивают обжатие четырех сторон.
Сортовые станы предназначены для прокатки сортовых и фасонных профилей. Калибровка валков сортовых станов производится с учетом наибольшего обжатия при каждом пропуске, чтобы количество пропусков было наименьшим. На рис. 137 приведена калибровка валков для прокатки тавровой балки. Калибры пронумерованы в порядке последовательности обжатия заготовки. В соответствии с размерами проката и диаметра валков сортовые станы делят на крупносортные (диаметр валков D= 500:750 мм), среднесортные ( D= 350:500 мм) и мелкосортные ( D= 250:350 мм). У сортовых станов не одна, а несколько рабочих клетей.
В СССР созданы и внедрены в производство поперечно-винтовые станы для прокатки валов, гаечных ключей, вагонных осей, тарой, труб с высокими поперечными ребрами для теплообменной аппаратуры, зубчатых колес, винтов с большим шагом резьбы, червячных фрез, сверл и других изделий. Новые прогрессивные методы прокатки значительно экономят металл за счет уменьшения или устранения отходов в стружку при механической обработке и резко
повышают производительность труда.
 Прессование (выдавливание). При прессовании металл выдавливают__ из замкнутой полости через отверстие, в результате чего получают изделие с сечением в форме отверстия.
Прессование (выдавливание). При прессовании металл выдавливают__ из замкнутой полости через отверстие, в результате чего получают изделие с сечением в форме отверстия.
Прессуют медь, свинец, алюминий, цинк, магний и их сплавы,
а также сталь из мерных заготовок, нарезных из сотового проката.
Рис.137
Все металлы и сплавы, кроме свинцовых, прессуют горячими. Существуют два вида прессования - прямое и обратное.
При прямом прессовании (рис. 138, а) заготовку 2 закладывают в контейнер 3, укрепленный на раме 1 гидравлического пресса; туда же закладывают пресс-шайбу 4. На плунжере 6 пресса укреплен пуансон 5, который давит на пресс-шайбу, в результате чего металл заготовки вытекает через отверстие матрицы 7 в виде прутка. Давление прессования достигает 100 МН.
При обратном прессовании (рис. 138, б) заготовка находится в глухом контейнере и остается при прессовании неподвижной, а прессуемый металл при движении матрицы вытекает навстречу ей. Обратное, прессование требует меньших усилий и остаток металла в контейнере здесь меньше, чем при прямом прессовании, однако в силу меньшей деформации прессованный пруток сохраняет следы структуры литого металла.
Прутки сплошного сечения получают как прямым, так и обратным прессованием. Прессование труб (рис. 138, в) производят только прямым методом, при этом заложенный в контейнер 9 слиток 10 предварительно обжимается пресс-шайбой 11, а затем прошивается дорном 8, конец которого доходит до отверстия матрицы 12. При прессовании металл вытекает из кольцеобразного калибра, составленного отверстием матрицы и дорном, в результате чего образуется труба.
Прессованием получают изделия различного профиля (рис. 139) с размером сечения до 400 мм. Прессованные изделия точнее полученных прокаткой, кроме того, ряд профилей можно получить только прессованием, поэтому оно широко используется в металлообработке.
|
_ |
|
|
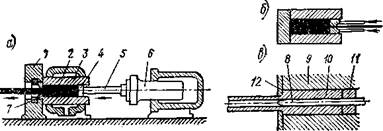 рис.138
рис.138рис.138