Реферат: Прокатка
ПРОКАТКА
Прокатка. Прокатку производят на металлургических и машиностроительных заводах, при этом получают прокат — готовые изделия или заготовки для последующей обработки ковкой,
штамповкой, прессованием (выдавливанием), волочением или резанием. В прокат перерабатывают около 80 % всей выплавляемой стали и большую часть цветных металлов и сплавов. Прокат используют в строительстве, машиностроении и металлообработке.
В зависимости от вида прокат делят на сортовой, листовой, трубный, периодический и специальный. На рис. 133 приведены виды сортового проката общего назначения: 1 — квадратный; 2 — круглый; 3 — полосовой; 4 — угловой; 5 — двутавровый; 6 — швеллерный; 9 — тавровый и некоторые виды сортового проката специального назначения — 7 и 8 — рельсовый; 10 — шпунтовый; 11 — полоса для башмаков гусениц тракторов; 12 — полоса для ободьев колес автомобилей.
Трубы в зависимости от технологии их, производства делят на бесшовные сварные. К специальным видам проката относят весьма широкий ассортимент продукции: цельнокатаные колеса для вагонов, бандажи, оси, валы, шары, зубчатые колеса, сверла и многое другое.
Для прокатки нагретые или холодные заготовки пропускают между вращающимися валками прокатных станов.

рис.133
Существуют три основные вида прокатки: продольная (для сортовых и фасонных профилей), поперечная и поперечно-винтовая (для тел вращения).
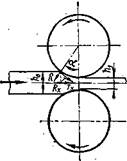
При продольной прокатке (рис. 134) валки вращаются в разные стороны, деформируя заготовку, толщина (высота) h0 которой уменьшается, а длина и ширина увеличиваются. Важнейшей характеристикой при прокатке является обжатие. Абсолютное обжатие ∆h=h0 -h1 ; относительное обжатие ε (%) вычисляют по формуле
Относительное обжатие за один проход зависит от угла захвата а и составляет 10 — 60 %.
Путем простейших вычислений можно найти, что ∆h = D(1-cosα), т. е. абсолютное обжатие увеличивается с увеличением диаметра валка D и угла α. Угол захвата α при прокатке в насеченных валках составляет 27 — 34°, при прокатке сортового материала 22 — 24°, при горячей прокатке листов 15 — 22°, при холодной прокатке 3—8°.
Валки для прокатки отливают из отбеленного чугуна или выковывают из углеродистой или легированной стали. Их делают гладкими(применяют при прокатке листов), или калиброванными с ручьями (канавками) по окружности (для сортового и фасонного проката). Профиль, составленный смежными ручьями двух валков, называют калибром.
|
Рис. 134 |
 При поперечной прокатке (рис. 135, а) валки 1 вращаются в одном направлении и оси их параллельны, а заготовка 2 деформируется ими при вращении вокруг своей оси. Радиус заготовки_ за один цикл (полоборота заготовки) уменьшается на величину радиального обжатия ∆r
При поперечной прокатке (рис. 135, а) валки 1 вращаются в одном направлении и оси их параллельны, а заготовка 2 деформируется ими при вращении вокруг своей оси. Радиус заготовки_ за один цикл (полоборота заготовки) уменьшается на величину радиального обжатия ∆r
|
Направление прокатки |
|
Возникающие при этом напряжения в наружных слоях заготовки направлены тангенциально (σн ), а в середине заготовки – радиально, от центра периферии (σс ), что может привести к появлению отверстия |
∆r=r-r’.
с неровной поверхностью в центральной ее части. Поэтому, если получение отверстия нежелательно, прокатку ведут при небольших обжатиях, когда σс < σв .
Методом поперечной прокатки получают, например, зубчатые колеса и звездочки цепных передач на специальных станках с зубчатыми валками.
Поперечно-винтовая (косая) прокатка широко применяется при производстве бесшовных труб из сплошной заготовки (рис. 135, б). Валки 1 вращаются в одном направлении, а оси их расположены под некоторым углом, поэтому заготовка 2 при обработке не только вращается (υy ), но также и перемещается вдоль своей оси(υx ). Для получения правильной формы и гладкой поверхности отверстия трубы (гильзы) в зоне образования отверстия устанавливается оправка 3. Полученные на прошивном стане гильзы раскатываются на трубопрокатных станах. Метод поперечно-винтовой прокатки применяют также для производства шаров, осей и других изделий с использованием специально калиброванных валков. Сталь для горячей прокатки нагревают до температуры выше линии 68К (см. рис. 132); медь, алюминий и их сплавы также прокатывают в горячем состоянии. Из горячекатаной заготовки (лист толщиной 1,25 мм) холодной прокаткой получают тонкие изделия (до 0,1 мм и меньше), ленты для пружин, листы, фольгу и прочее.
Прокатные станы различают по назначению, количеству валков в клети, количеству клетей и схеме их расположения.
По назначению прокатные станы делятся на обжимные (блюминги и слябинги), заготовочные, сортовые, листовые и специальные. Вначале слиток прокатывают на обжимном стане, затем на заготовочном и, наконец, на сортовом, листовом или специальном.
По количеству валков и их расположению станы продольной прокатки делят на двух-, трех-четырех- и многовалковые, а также универсальные. Двухвалковые станы (рис. 136, а) бывают реверсивные(прокатка заготовок ведется в обе стороны) и нереверсивные
|
|
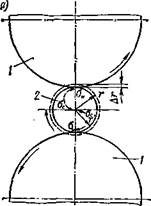 рис.135
рис.135 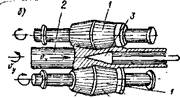
|
|
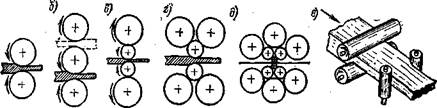
рис.136
(прокатка ведется в одну сторону, для повторных пропусков заготовка возвращается через верхний валок).
--> ЧИТАТЬ ПОЛНОСТЬЮ <--