Реферат: Протяжные печи
Протяжные печи предназначены для термической или термохимической обработки тонколистового металла. Рулоны стальной ленты разматываются и протягиваются через печь по опорным роликам. Процесс термообработки в таких печах непрерывен, что позволяет получать металл с такими свойствами, которые не достигаются при нагреве в колпаковых печах. При обработке одного слоя ленты можно обеспечить одинаковую температуру по ширине и длине ленты и одинаковое взаимодействие ленты с атмосферой печи. Все процессы в протяжных печах протекают с большой скоростью, и время нагрева в них составляет несколько минут по сравнению с десятками часов в колпаковых печах.
В протяжных печах выполняют термообработку различных видов: светлый рекристаллизационный отжиг; обезуглероживающий отжиг трансформаторных и динамических сталей; непрерывное цинкование малоуглеродистой стали и др.
Протяжные печи устанавливают в непрерывных линиях и по конструкции они делятся на горизонтальные и вертикальные (башенные). В горизонтальных печах ленту протягивают по роликам горизонтально, и ее толщина может быть до 6 мм, общая длина 150 – 200 м, а скорость до 2 м/с. В вертикальных многоходовых печах лента движется петлями, многократно огибая поворотные ролики. При этом ее общая длина в печи может достигать 1 км. Скорость движения ленты – до 10 м/с, а толщина не более 1 мм.
В зависимости от вида обработки протяжные печи разделяют на несколько камер: нагрева, выдержки, регулируемого охлаждения, окончательного охлаждения.
При светлом отжиге нагрев, выдержку и охлаждение ленты ведут в контролируемой атмосфере. В случае нагрева перед цинкованием предусмотрены камеры окислительного нагрева (в продуктах сгорания) и восстановительного нагрева (в контролируемой атмосфере).
Камеры нагрева и выдержки при окислительной обработке отапливают газовыми горелками, обычно инжекционными, а при обработке в защитной атмосфере – газовыми радиантными трубами или электрическими нагревателями. В камерах регулируемого охлаждения нужная скорость обеспечивается чередованием футерованных и водоохлаждаемых секций стен или чередованием электрических нагревателей и воздухоохлаждаемых труб. В камерах ускоренного охлаждения при светлом отжиге применяют обдувку холодным контролируемым газом через сопла, равномерно расположенные с обеих сторон ленты. На рис. 1 показан примерный температурный режим обработки ленты в протяжной печи.
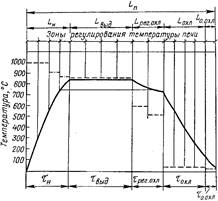
Рис. 1. Температурный режим цикла обработки ленты в протяжной печи: сплошная линия – температура ленты; пунктир – температура печи;
Lп , Lн , Lвыд , Lрег.охл. , Lохл. , и hо.охл. – длина камер: печи, нагрева, выдержки, регулируемого охлаждения, охлаждения и окончательного охлаждения.
Индексы при t расшифровываются так же.
Общая задача управления протяжными печами сводится к получению заданного качества ленты при примерно постоянной производительности. Качество обработки ленты определяется значениями скорости нагрева и охлаждения, временем выдержки и т. д. Задача управления заключается в точном поддержании заданного температурного графика. Кроме того, необходимо поддержание равномерности нагрева по ширине и длине ленты, а также требуемого состава контролируемой атмосферы.
Основными возмущающими воздействиями являются изменение скорости ленты и ее параметров. Возмущения имеют случайный характер. Управляющими воздействиями служат расход газа (электроэнергии) и состав контролируемой атмосферы.
Протяжные печи разделяют на несколько зон регулирования температуры. Температура в зонах камер нагрева и выдержки измеряется хромель-алюмелевыми термопарами и поддерживается на заданном уровне ПИ-регуляторами, изменяющими подачу газа или электроэнергии. Возможно корректирование заданий регуляторам по температуре ленты в конце камеры, измеряемой радиационным пирометром. Однако показания пирометров недостаточно точны из-за меняющейся степени черноты поверхности ленты. Кроме того, корректирование не дает иногда необходимого эффекта из-за того, что инерционность по каналу возмущения (изменение скорости ленты) гораздо меньше, чем по каналу управления.
Была разработана система регулирования температуры ленты по тепловому балансу. Принципиальная схема такой системы изображена на рис. 2.
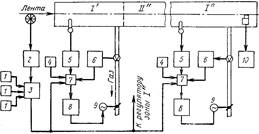
Рис. 2. Принципиальная схема регулирования нагрева ленты в
протяжной печи по фактической производительности:
![]() ,
, ![]() …,
…, ![]() – зоны регулирования
– зоны регулирования
Сигналы, пропорциональные ширине, толщине ленты и заданной температуре ее нагрева задаются оператором с помощью задатчиков 1 параметров ленты. Скорость ленты измеряется тахометром 2 по скорости вращения входного ролика. Все сигналы поступают в устройство 3, в котором они перемножаются и преобразуются в сигнал, пропорциональный производительности печи и количеству тепла, необходимому для нагрева ленты до заданной температуры qм . Этот сигнал в соответствующих долях поступает в зональные регуляторы расхода тепла 8. Сюда же подается сигнал с задатчика 4, пропорциональный потерям тепла в зоне Qп , которые зависят от температуры в зоне, измеряемой термопарой и потенциометром 5. С прибора 6 поступает сигнал, пропорциональный количеству тепла, вносимого газом.
Таким образом, на вход регулятора 8 поступают сигналы, пропорциональные расходу тепла Q' = Qм + Qп и приходу тепла Q" = Qг . В случае рассогласования Q' ¹Q" регулятор 8 с помощью исполнительного механизма 9 меняет расход газа, чем достигается выполнение уравнения теплового баланса Qм + Qп = Qг . Всякое изменение скорости движения ленты вызывает мгновенное нарушение баланса схемы и заставляет регулятор восстанавливать равновесие при новом значении скорости. Если для определения толщины ленты использовать автоматические измерители толщины, то схема будет также чувствительна к изменению геометрии ленты.
В печах с электрическим обогревом прибор 6 измеряет мощность, выделяемую в электрических нагревателях зоны. В схеме предусмотрен переход на регулирование температуры в зонах по заданному значению с помощью переключателей 7. Температура ленты в конце печи контролируется комплектом 10.
В камерах регулируемого охлаждения с воздухоохлаждаемыми трубами температуру регулируют, воздействуя на расход охлаждающего воздуха на зону. При полном прекращении подачи воздуха и падении температуры ниже заданной зональные регуляторы включают электрические нагреватели или электрорадиантные трубы.
Очень важной частью системы управления термическими печами является регулирование газового режима печи. На рис. 3 показана схема управления газовым режимом протяжной печи при использовании атмосферы одинакового состава для всей печи, например при светлом отжиге ленты под нейтральной атмосферой.
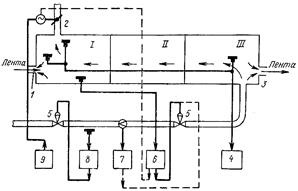
Рис. 3. Принципиальная схема управления газовым режимом протяжной печи для термообработки:
I – камера нагрева; II – камера выдержки; III – камера охлаждения
Газ контролируемого состава подается в печь в конце камеры охлаждения и движется в печи навстречу металлу. Газ выходит из печи частично через затворы 1, 3 и главным образом через свечу 2. Примерный расход защитного газа устанавливается экспериментально при наладке печи и контролируется расходомером 7. Величиной сброса газа через свечу также управляют с помощью переключателя 9 вручную при наладке печи.
Давление в печи измеряют у пода вблизи свечи и поддерживают на заданном значении регулятором 6 меняющим расход контролируемой атмосферы. Для улучшения качества регулирования давления в печи предусмотрена стабилизация давления в газопроводе регулятором 8.
В нескольких точках печи, обычно вблизи затворов и свечи, контролируется состав атмосферы. При светлом отжиге малоуглеродистой ленты с помощью автоматического газоанализатора 4 следят за содержанием кислорода, которое не должно превышать 0,01 – 0,02 %. В случае превышения этого содержания вручную увеличивают сброс газа через свечу, и регулятор давления 6 автоматически повышает расход защитной атмосферы при помощи исполнительного механизма 5.
Регулирование газового режима может быть построено и иным способом. Стабилизируется заданный расход контролируемого газа регулятором 7 (см. пунктир на рис. 8.19), а давление в печи регулируется регулятором 6 изменением сброса газа в атмосферу через свечу.
В некоторых случаях при термохимической обработке в разные камеры протяжной печи должны подаваться газы различного состава. На рис. 8.20 рассмотрена схема автоматического контроля и управления газовым режимом вертикальной многоходовой печи для обезуглероживающего отжига ленты трансформаторной стали. При этом виде обработки в камеры нагрева I и охлаждения V подается сухой азотный газ из коллектора 1, В секции II , III , IV камеры выдержки подается газ с различным содержанием водорода. Поэтому к каждой секции предусмотрен подвод газа от коллектора 1 и от коллектора 2, по которому поступает водородный газ, например диссоциированный аммиак.
В каждую зону и секцию охлаждения подается заданное количество азотного газа с помощью регуляторов 8, 11, 14. Общий расход газов на печь контролируется расходомером 6 и 7. Для получения требуемого содержания водорода в секциях камеры выдержки в каждую секцию подается водородный газ в заданном соотношении к расходу азотного газа регулятором соотношения 12. Задания регуляторам расхода газа и соотношения устанавливает оператор в зависимости от режима термообработки и фактического состава газа в печи.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--